三菱NC Trainer+发那科NC Guide仿真软件 仿真软件功能介绍 1、支持系统的编程...
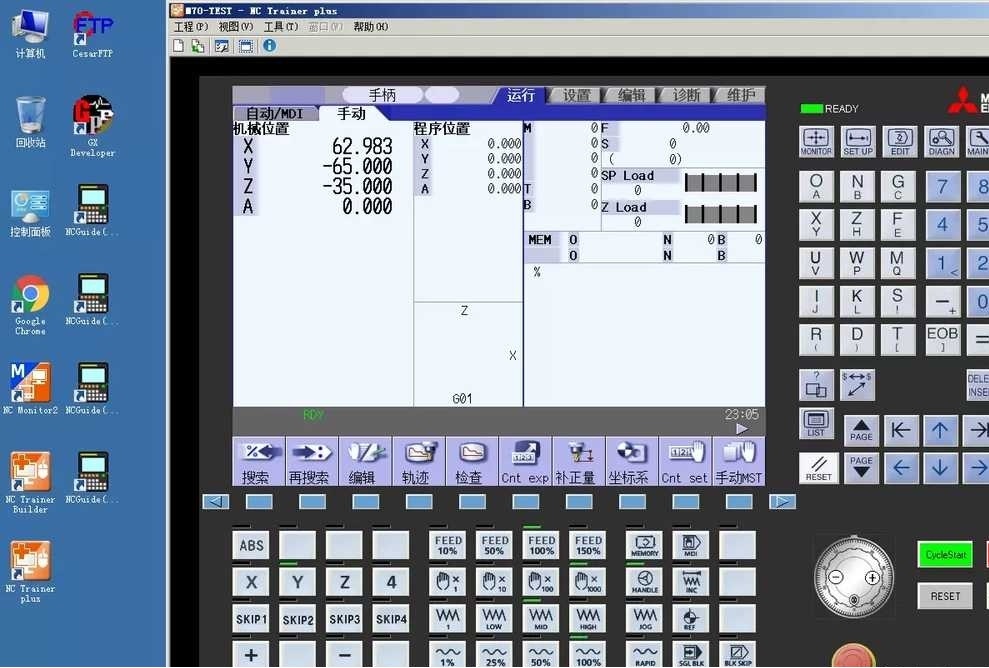
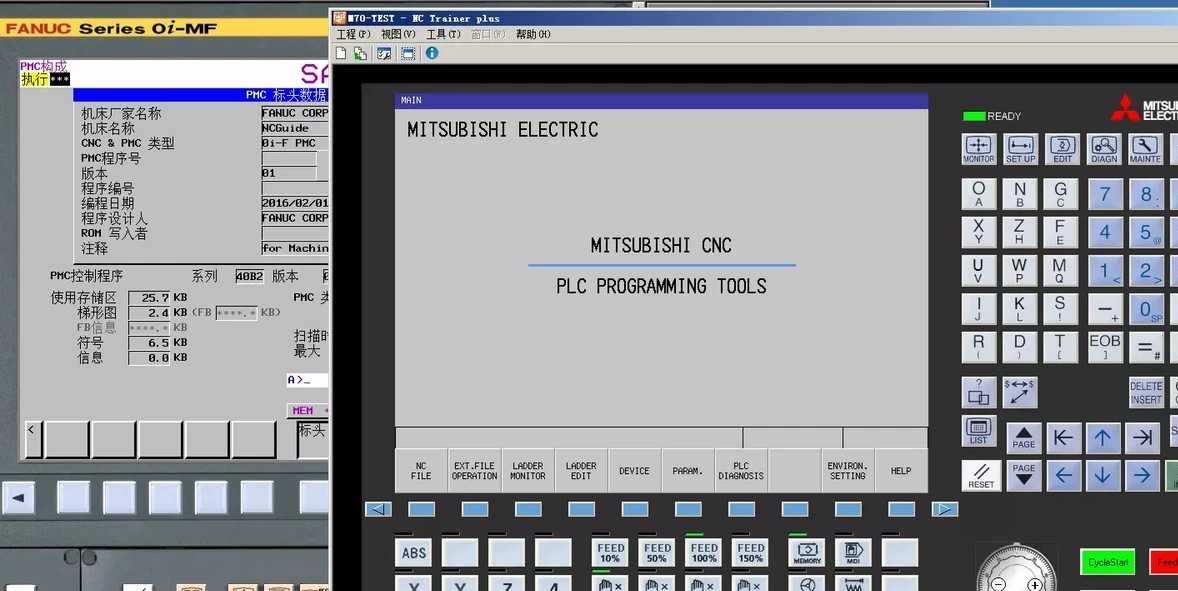
三菱NC Trainer+发那科NC Guide仿真软件 仿真软件功能介绍 1、支持系统的编程操作,程序的运行等,与真机操作方法相同。 2、支持三菱 PLC程序的仿真,对于维修人员学习PLC有很大的帮助。 3、支持FANUC PMC程序的仿真,对于维修人员学习PMC有很大的帮助。 4、支持三菱仿真系列: M70V、M700系统。 5、支持FANUC仿真系列: 0iD、0iF 、31iA、30iB、0iMF Pius 等系统。
半夜两点半的维修车间键盘还在啪啪响,老王叼着半截红塔山盯着发那科系统屏幕骂骂咧咧:"这孙子PMC程序逻辑到底哪里短路了?"这种场景在数控维修圈里太常见了。现在有了三菱NC Trainer和发那科NC Guide这对仿真双子星,菜鸟们终于不用像老王这样现场抓瞎了。
先看三菱家的GX Works2环境,玩PLC仿真就跟打游戏开修改器似的。举个栗子,假设要调试个自动换刀程序:
LD M8000 // 常开触点
OUT Y0020 // 刀库旋转
LDI X0014 // 刀具到位检测
OUT T0 K50 // 延时0.5秒
LD T0 // 定时器触发
OUT Y0021 // 刀具夹紧老铁们注意看这段梯形图,仿真器里可以直接右键强制信号状态。X0014死活不亮?直接鼠标点成ON状态,比在真机上拿螺丝刀捅传感器靠谱多了。M70V系统的3D机床模型还能实时显示刀库动作,比看真机监控画面还带感。
转场到发那科PMC编程,用LADDER III搞个润滑油检测逻辑:
// 油压检测逻辑
A R9091.5 // 第一润滑检测
A R9091.6 // 第二润滑检测
= R600.1 // 综合报警信号这代码在0iMF Pius系统仿真里跑起来,可以直接在变量监控窗口改R地址状态。重点是可以设置断点调试,单步执行PMC程序,这在真机上得拆了防护罩接调试线才能搞的操作,仿真器里点两下鼠标就搞定。
有兄弟问仿真和真机操作能差多少?这么说吧,在NC Guide里开个31iB五轴系统,手轮倍率切换的PMC程序调试流程:
- 打开LADDER III连接仿真器
- 在手轮界面疯狂旋转(别心疼,随便造)
- 在Cross Reference里追踪G地址变化
- 直接修改K参数试错
这套操作行云流水,跟玩模拟器开金手指一个道理。真机上这么折腾?分分钟被车间主任追杀三条街。
型号支持方面,三菱M700系统的G代码预读功能仿真特别适合练习宏程序调试。比如测试个B类宏程序:
#100 = 0;
WHILE [#100 LT 5] DO1;
G01 X[#100*10] F200;
#100 = #100 +1;
END1;仿真器能逐行显示变量变化,比看真机诊断画面清晰十倍。发那科30iB的3D加工轨迹显示还能用不同颜色区分切削/空走,这对优化程序效率帮助贼大。

建议新手先从基础操作练起:坐标系设定→程序传输→单段执行→诊断排查。仿真器最大的好处是不怕撞机,曾经有个兄弟在仿真里把换刀程序搞出刀库连环撞,要是在车间这么玩,这个月工资基本就交代了。
最后说点实在的,这俩仿真软件最大的价值是培养故障排查直觉。比如遇到发那科0iF系统的413报警,在仿真器里可以故意修改伺服参数制造故障,再通过诊断画面反推问题根源。这种刻意练习比看十本维修手册都管用,毕竟真机可经不起这么折腾。

腾讯云面向开发者汇聚海量精品云计算使用和开发经验,营造开放的云计算技术生态圈。
更多推荐
 3
3 0
0- 0



 已为社区贡献11条内容
已为社区贡献11条内容

所有评论(0)