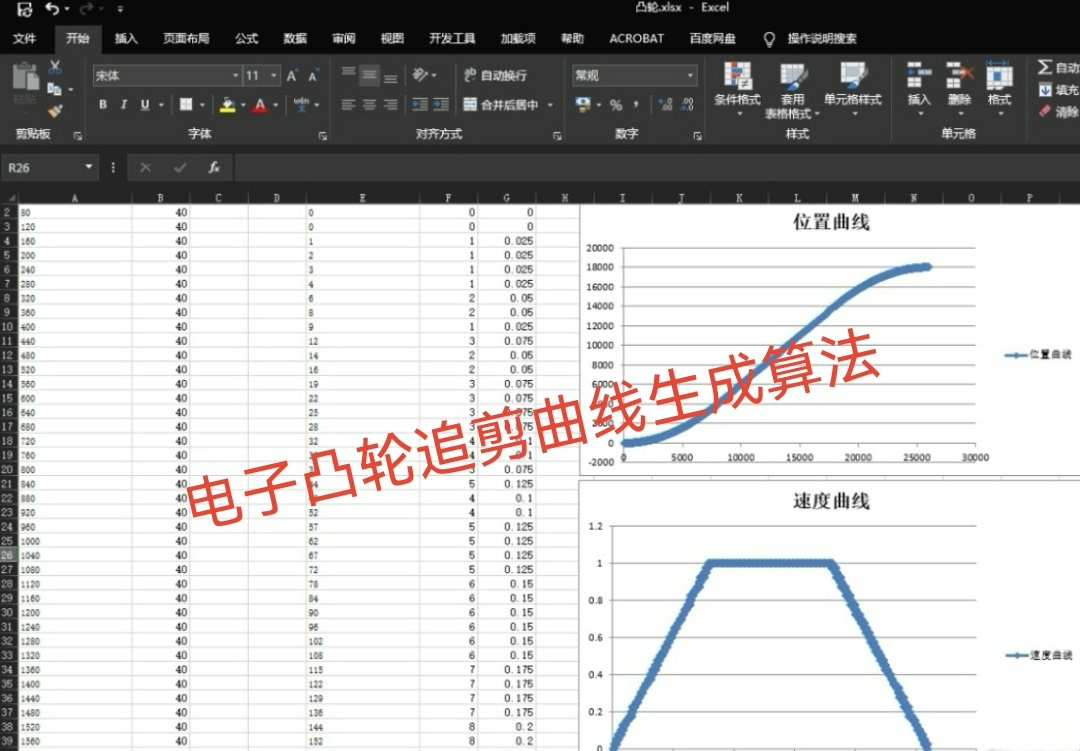
电子凸轮追剪曲线生成算法。 品牌:麦格米特(算法,理解后可转成其他品牌PLC或任何一种编程语言)
电子凸轮追剪曲线生成算法。 品牌:麦格米特(算法,理解后可转成其他品牌PLC或任何一种编程语言) 是一种用来控制电机运动的算法,它可以根据给定的剪切曲线生成电子凸轮的运动轨迹。 这种算法可以使用各种编程语言来实现,例如PLC编程语言、C++、Python等。 p
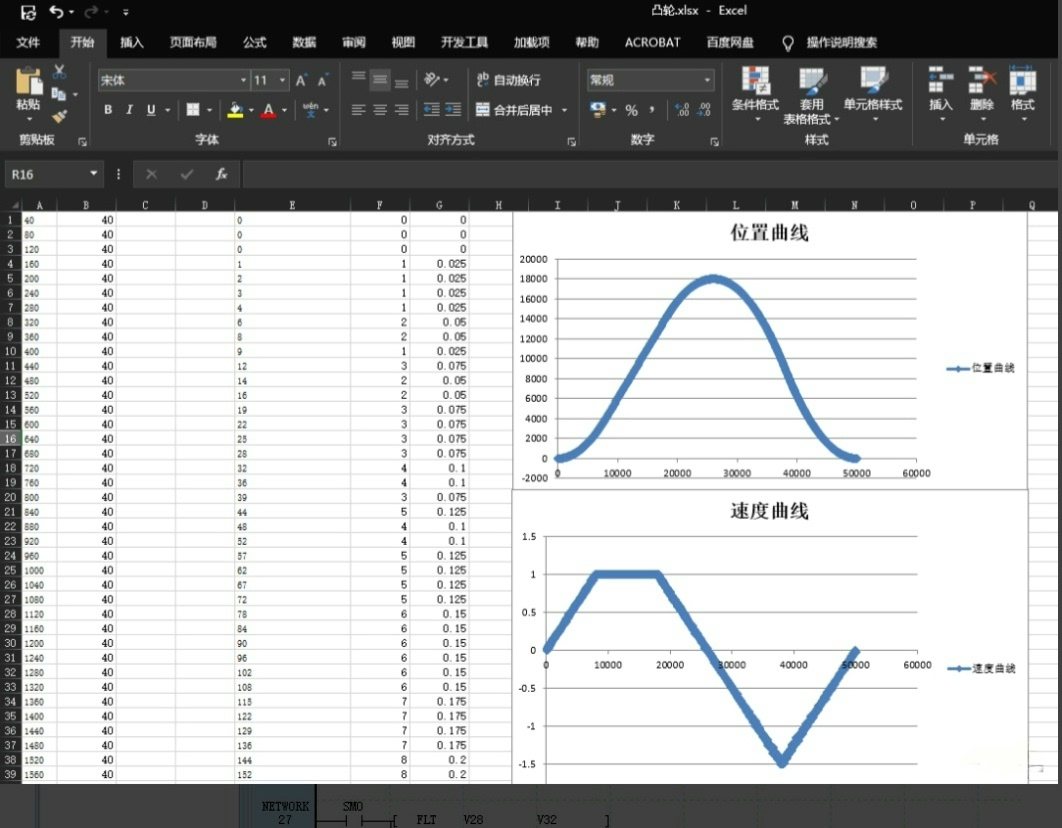
电子凸轮追剪曲线这玩意儿听着玄乎,实际在包装机械上特别常见。想象一下流水线上飞速移动的薄膜材料,切刀得跟着物料同步运动,切完还得快速复位准备下一刀,这里面的运动轨迹规划就是靠这个算法实现的。
先说说几个核心参数:总行程L、最大速度Vmax、加速度a、追剪时间T。在麦格米特的实现里,喜欢用S型曲线做加减速,防止机械冲击。用Python写个轮廓生成函数大概长这样:
def generate_cam_curve(total_length, max_speed, accel_time):
trapezoidal = False # 是否梯形速度曲线
if 2*accel_time > total_length/max_speed:
accel_time = total_length/(2*max_speed)
trapezoidal = True
# 生成时间轴
t = np.linspace(0, total_length/max_speed + 0.1, 1000)
# 位置计算核心逻辑
position = np.piecewise(t,
[t < accel_time,
(t >= accel_time) & (t < total_length/max_speed - accel_time),
t >= total_length/max_speed - accel_time],
[lambda x: 0.5*max_speed/accel_time*x**2,
lambda x: max_speed*(x - accel_time/2),
lambda x: total_length - 0.5*max_speed/accel_time*(total_length/max_speed - x)**2])
return t, position这段代码的关键在np.piecewise的分段处理,把运动曲线拆解成加速段、匀速段、减速段。实际调试时要注意加速度突变的问题,麦格米特的工程师喜欢在加减速衔接处做5%的平滑过渡,这个细节很多开源代码里容易忽略。
电子凸轮追剪曲线生成算法。 品牌:麦格米特(算法,理解后可转成其他品牌PLC或任何一种编程语言) 是一种用来控制电机运动的算法,它可以根据给定的剪切曲线生成电子凸轮的运动轨迹。 这种算法可以使用各种编程语言来实现,例如PLC编程语言、C++、Python等。 p
转换到PLC环境时,通常用查表法实现。比如三菱PLC的变址寄存器配合CAM指令:
// 追剪曲线表生成
D100[] = 0,10,30... // 位置序列
Z0 = 0
WHILE Z0 < 100 DO
CAM D100[Z0] -> D200 // 输出到执行机构
Z0 = Z0 +1
END_WHILE这种实现方式虽然实时性强,但修改参数需要重新烧录表格。现在主流做法是用动态参数计算,像倍福的TwinCAT里直接调用MC_CamTableSelect函数切换曲线。
调试时有个小技巧:把生成的曲线用matplotlib画出来,肉眼观察是否有跳变点。遇到过现场因为编码器分辨率不够导致的位置抖动,后来在算法里加了滑动滤波:
# 位置滤波处理
filter_window = 5
smoothed_pos = np.convolve(raw_position, np.ones(filter_window)/filter_window, mode='same')最后说个实战坑点:追剪同步的相位补偿。物料速度突变时,需要在1-2个周期内完成相位重锁,这个逻辑建议单独写成状态机。某次在饮料产线调试时,同步偏差超过2mm就会切膜不齐,后来在加速段增加了前馈补偿才解决。

腾讯云面向开发者汇聚海量精品云计算使用和开发经验,营造开放的云计算技术生态圈。
更多推荐
 3
3 0
0- 0



 已为社区贡献11条内容
已为社区贡献11条内容

所有评论(0)