基于S7-300 PLC的自动半自动式多种液体混合装置控制系统设计与应用
S7-300 基于S7-300plc的自动半自动式多种液体混合装置控制
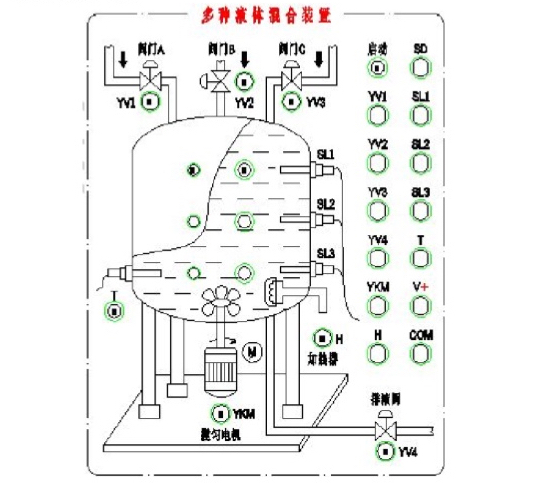
这个多种液体混合装置有点意思啊,咱今天拿S7-300 PLC来搞个控制方案。现场三个储液罐,需要按比例混合两种原料,再加上个搅拌工序,整个过程既要支持全自动运行,又能切到半自动模式手动干预,听着就带劲。
先看硬件配置,SM321数字量模块接液位传感器,SM322控制电磁阀,模拟量模块处理温度传感器。重点是这个模式切换开关,用个自锁按钮接I0.5,程序里专门做了个模式切换的FC块:
FC10 //运行模式选择
A I0.5 //模式切换按钮
FP M10.0 //检测上升沿
JNB _001
L "OperationMode"
T "OperationMode" //模式状态取反
_001: NOP 0这段代码用了沿检测防止误触发,M10.0是临时寄存器。注意那个L T指令的骚操作,直接对同一个变量取反,比用异或指令更直观。实际调试发现机械按钮容易抖,后来在硬件上并了个104电容才稳定。
混合流程的核心在OB1里,咱把自动和半自动的逻辑分开写。比如进料阶段:
L "OperationMode"
L 0
==I
JC MANUAL //跳转手动模式
AUTO: //自动进料
A "Liquid1_Low" //原料1低液位
S "Valve1" //打开阀门1
A "Liquid1_High" //检测高液位
R "Valve1"
...(后续步骤)
MANUAL: //半手动控制
A I1.0 //手动启动按钮
= "Valve1" //点动控制阀门这里用状态标志位做模式区分,注意自动模式下必须检测到低液位才开始进料,防止空罐运行。现场调试时出过糗事,操作工忘记补液导致泵空转,后来在程序里加了个循环检测:
CheckLevel: //液位安全检测
CALL FC105 IN:=#Liquid1_Level
HI_LIM:=200
LOW_LIM:=50
OUT:=#Level_OK这个模拟量处理块实时监控液位,低于50自动暂停流程。记得把FC105的扫描周期设成200ms,太频繁了会影响整体程序速度。
S7-300 基于S7-300plc的自动半自动式多种液体混合装置控制
搅拌环节最考验PID参数,特别是不同液体黏度变化大的情况。用FB41做温度闭环控制时,初始参数设得保守点:
CALL "PID_CONTROL" , DB20
Setpoint := 80.0 //目标温度
Input := #ActualTemp
Gain := 1.2
Ti := "T#20s"
Td := "T#5s"
Output := #Heater_PWM 刚开始积分时间设了10秒,结果温度过冲直接爆表,后来发现原料导热性差异太大,改成动态调整模式才解决。现在设备跑起来,自动模式下从进料到出料23秒搞定,半自动模式还能随时暂停调整比例,老师傅都说这个设计够灵活。
调试时有个坑得提醒:电磁阀的响应时间一定要实测!程序里写的1秒全开,实际有些阀门要1.3秒,结果导致混合比例偏差。后来在阀门控制块里加了校准参数,这才把精度控制在±2%以内。
整个项目搞下来最大的感悟是:PLC程序不是光在电脑上仿真就行,现场变量比实验室复杂十倍。特别是模式切换时的状态保持,稍不留神就会导致设备抽风。现在这个方案稳定运行两年多了,最近还给加了个远程监控接口,算是老设备焕发第二春了。

腾讯云面向开发者汇聚海量精品云计算使用和开发经验,营造开放的云计算技术生态圈。
更多推荐
 5
5 0
0- 0



 已为社区贡献9条内容
已为社区贡献9条内容

所有评论(0)