用PLC玩转智能码垛:FactoryIO实战手记
·
FactoryIO 高位码垛 仿真实验程序 使用西门子1500PLC博图V16,使用梯形图和简单的SCL语言混合编程,通俗易懂,流程清晰,写有详细注释,起到抛砖引玉的作用,比较适合有动手能力的入门初学者。 内容清单: 1、FactoryIO中文说明书+场景模型文件 2、博图V16PLC程序(源码)。 程序实现功能: 1、生产纸箱和生产托盘最大效率运行 2、当满垛之后自动出库 3、可以在运行中改变满垛层数

最近在车间折腾了个有意思的玩意儿——基于FactoryIO的高位码垛仿真系统。用的西门子S7-1500 PLC搭配博图V16,尝试了梯形图与SCL的混合编程方案。这套方案特别适合刚入坑工控的小伙伴练手,咱们直接上干货。
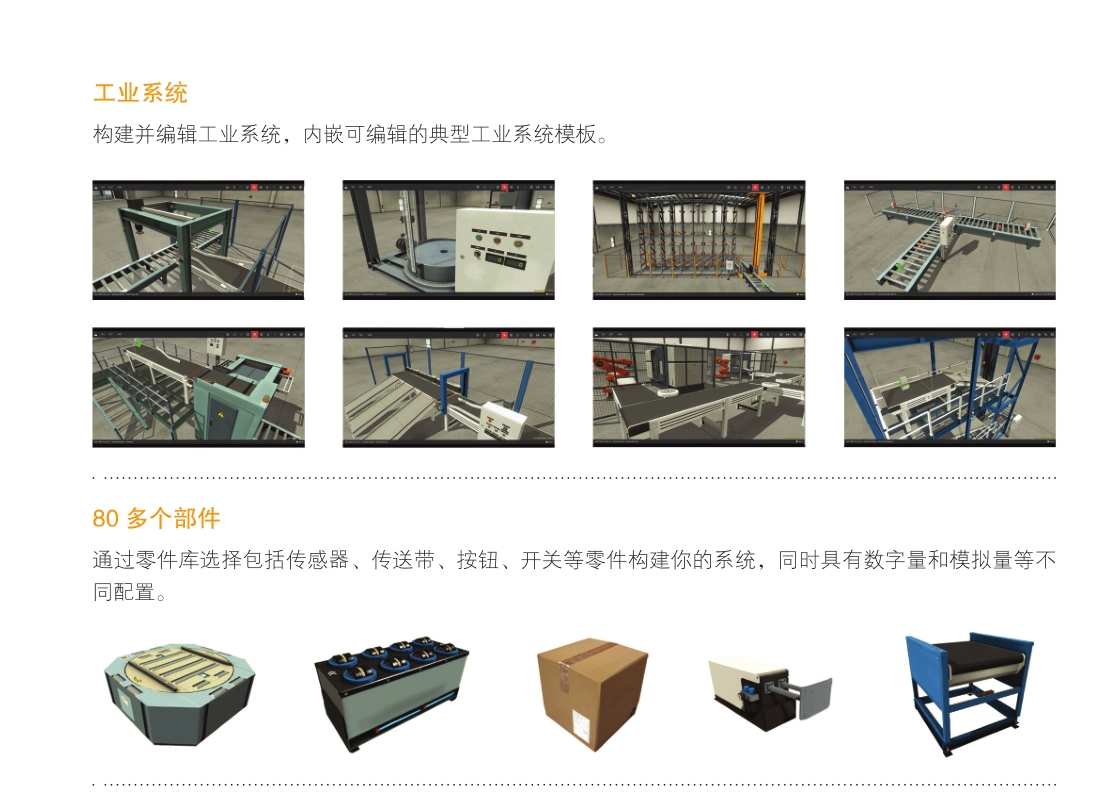
场景搭建三板斧
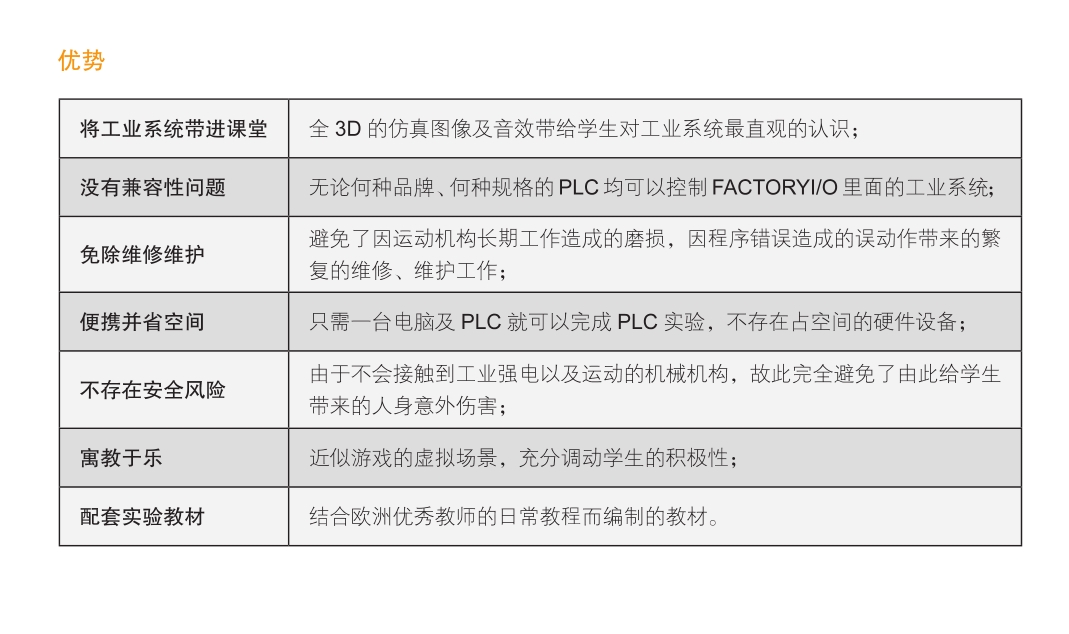
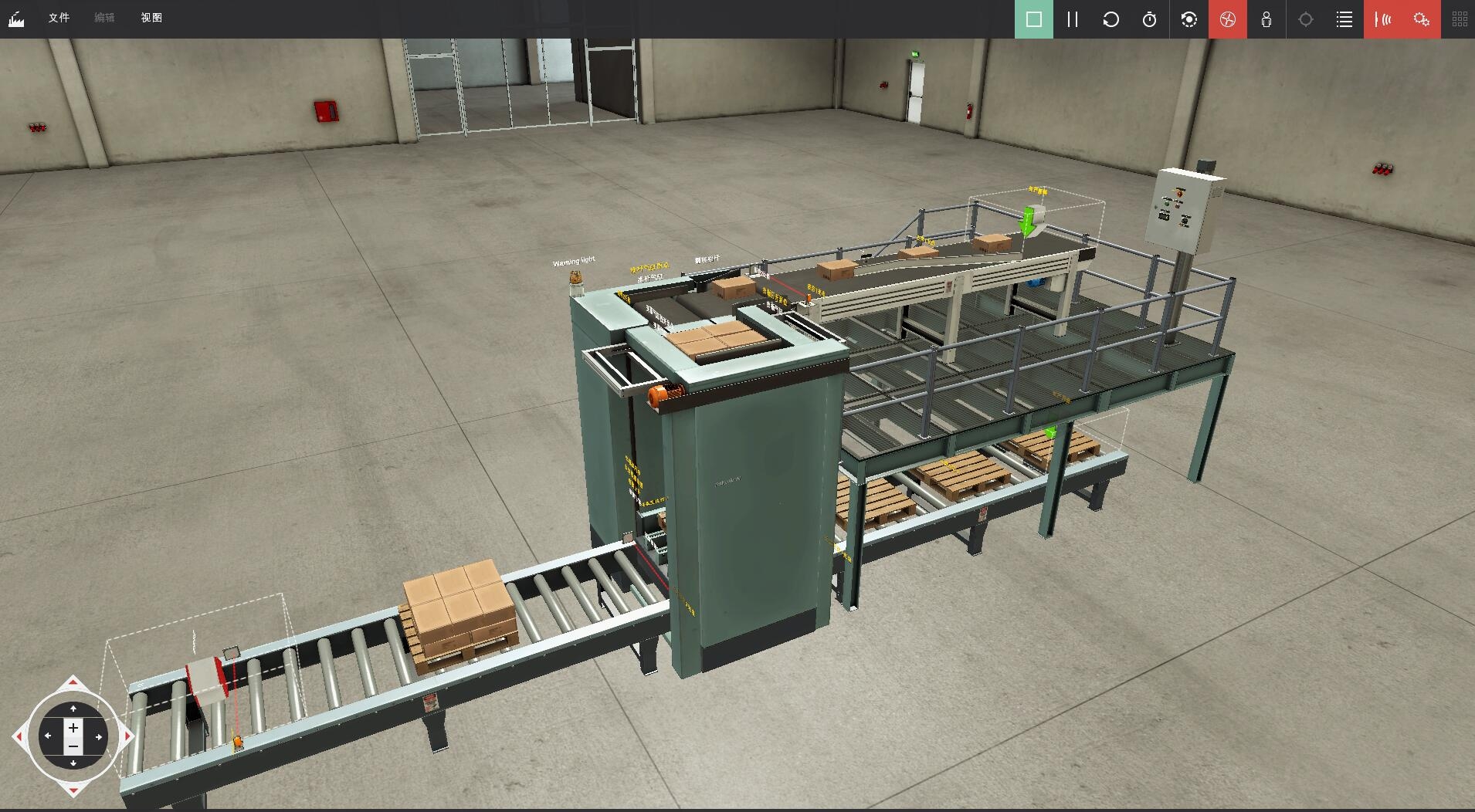
- FactoryIO里选配了高位码垛专用场景(需要场景文件的私我)
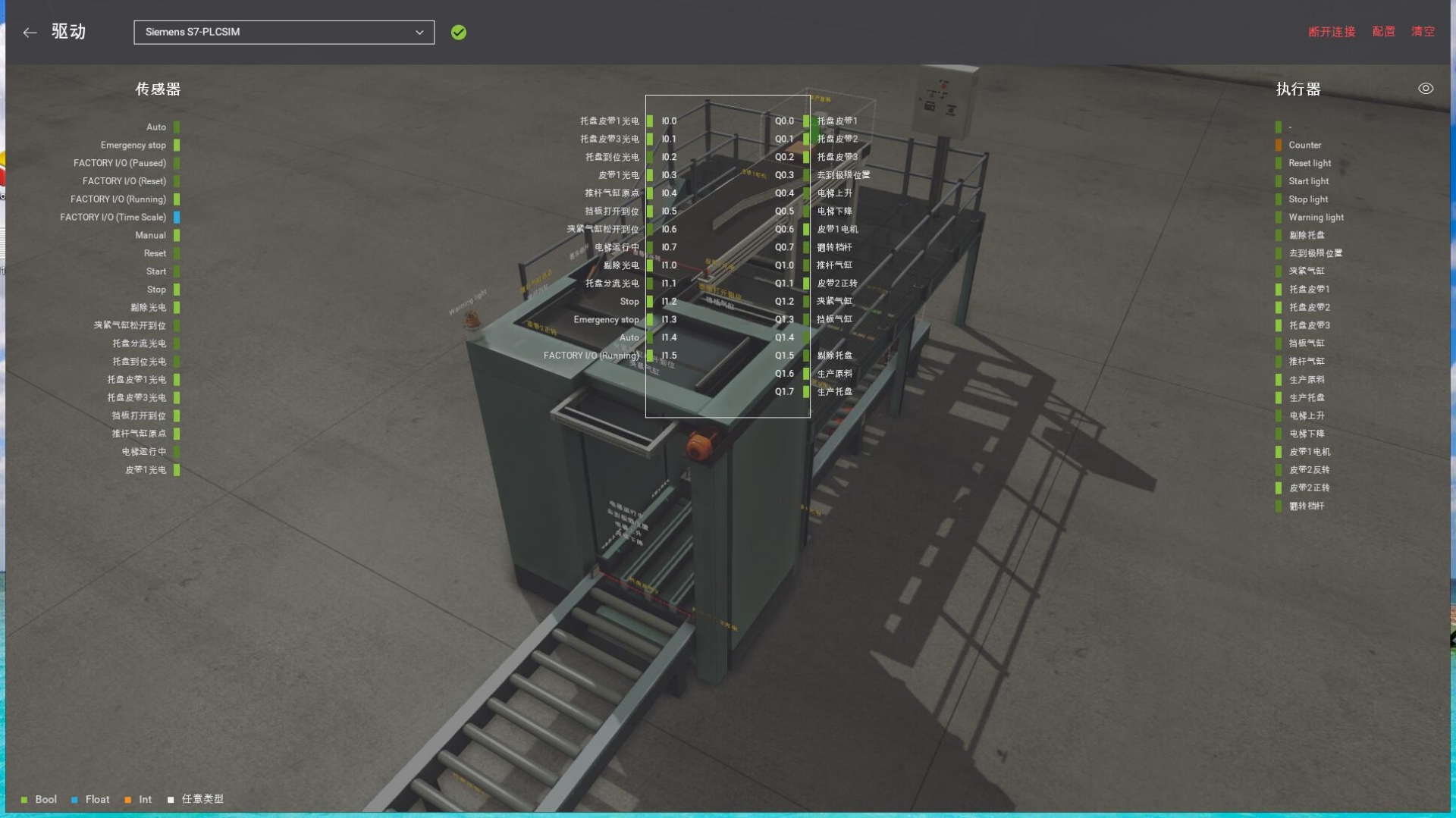
- 配置好输送带、升降机、机械手等设备的I/O映射
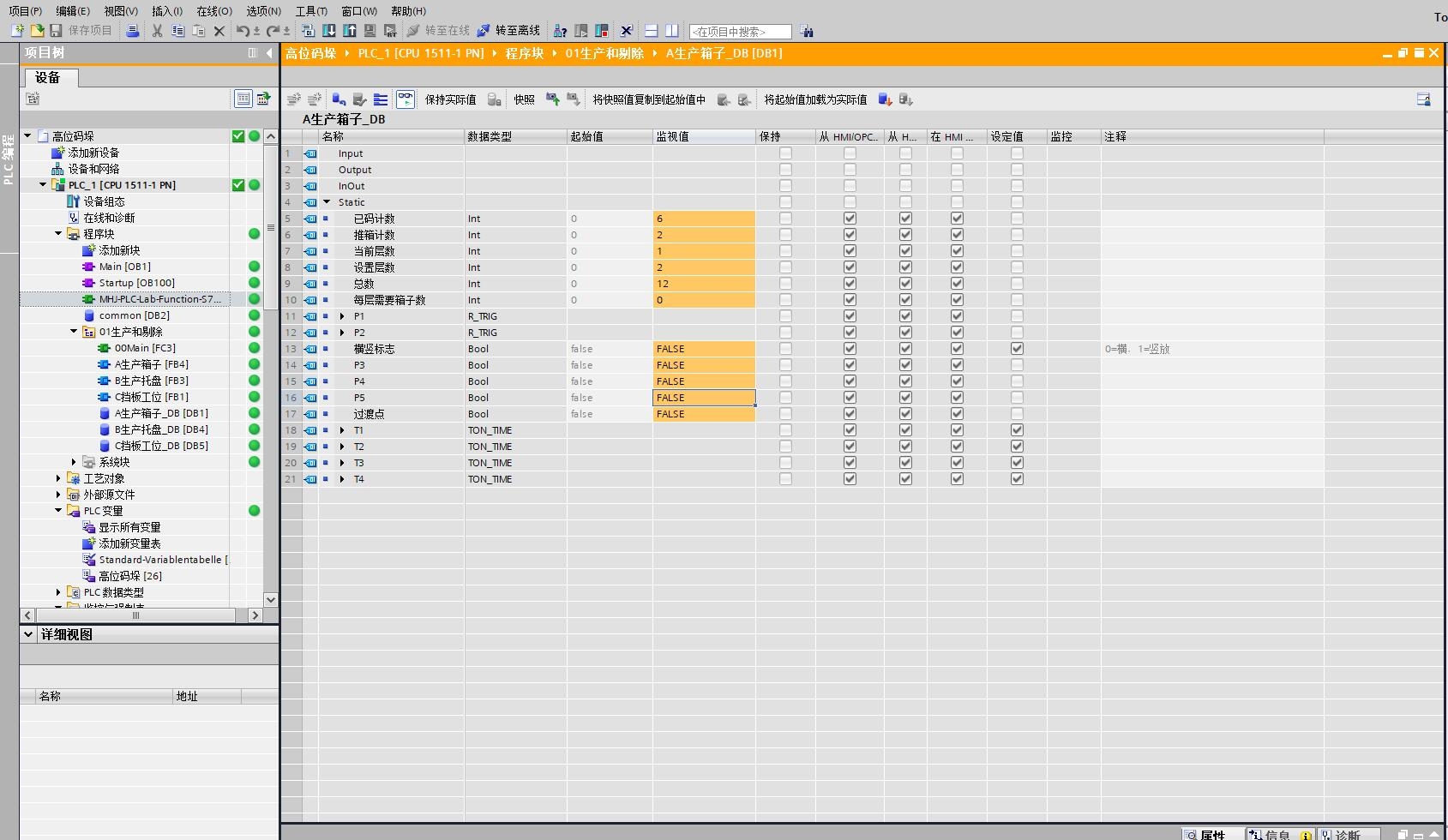
- PLC里新建"Palletizing"DB块,核心变量如下:
// 数据块结构体
STRUCT
CurrentLayer : INT; // 当前堆叠层数
MaxLayers : INT := 6; // 最大层数(可运行时修改)
BoxCounter : INT; // 纸箱计数器
PalletReady : BOOL; // 托盘就绪信号
EmergencyStop : BOOL; // 急停信号
END_STRUCT程序架构设计
主程序采用"流水线式"结构,梯形图负责设备控制,SCL处理逻辑运算。这种组合既保持了传统逻辑的可读性,又实现了复杂计算的高效处理。
核心控制逻辑流程图:
[启动检测] → [托盘生成] → [纸箱排列] → [层数判断] → [满垛处理]代码关键点解析
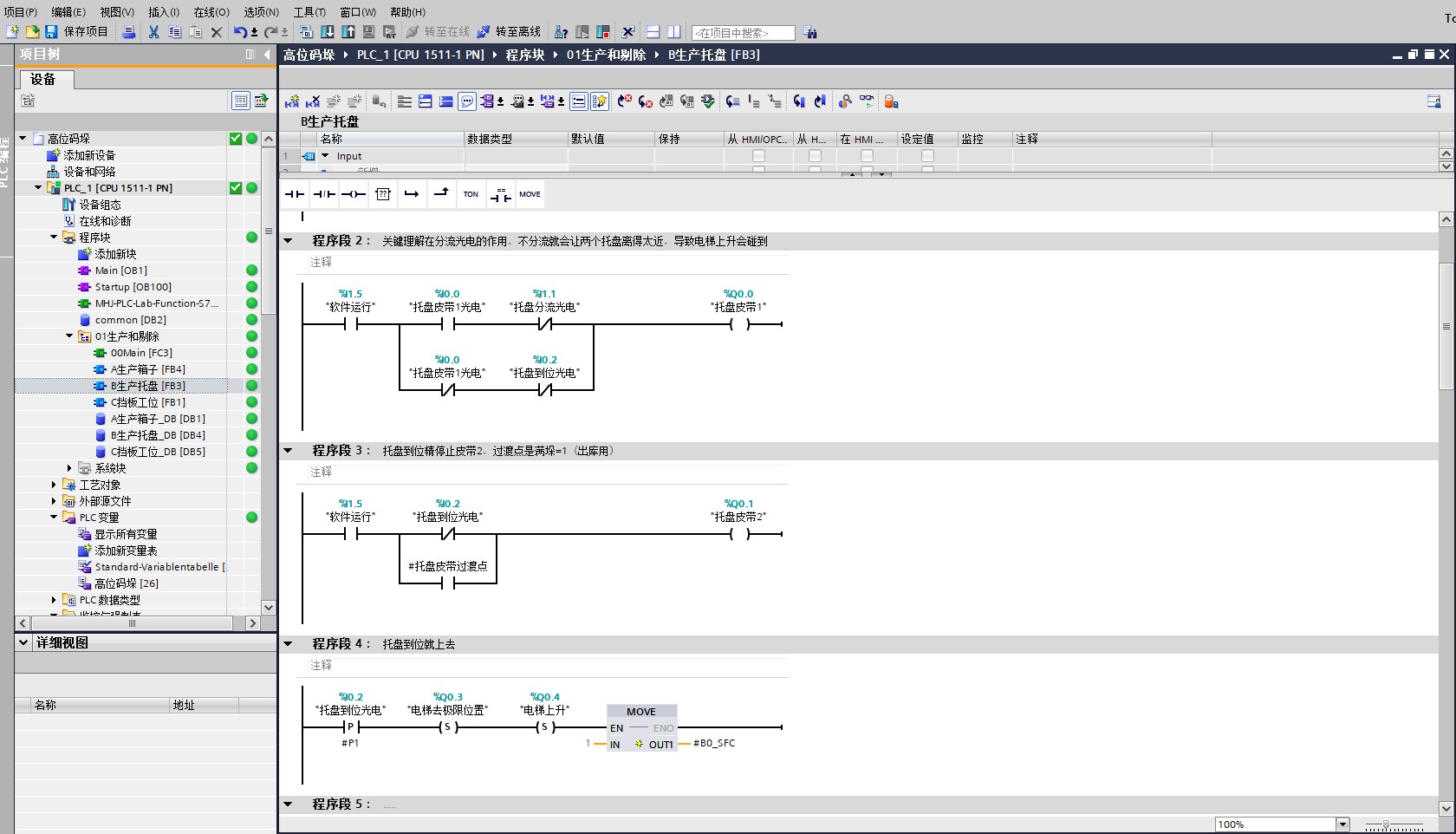
1. 主循环控制(梯形图)

图中M0.0是系统运行标志,通过SCL代码动态控制。注意看T1定时器的巧妙用法——用50ms的周期脉冲来维持流水线节奏。
2. 计数器复位机制
// SCL代码片段
IF "Palletizing".CurrentLayer >= "Palletizing".MaxLayers THEN
"Palletizing".BoxCounter := 0;
"Palletizing".CurrentLayer := 0;
// 触发垛板移出信号
"Outputs".PalletOut := 1;
END_IF;这段代码实现了满垛后的自动复位,注意变量比较用GEQ指令而非EQU,避免层数设置突变导致的逻辑错误。
3. 动态层数修改
// HMI输入处理
IF "HMI".LayerSet <> "Palletizing".MaxLayers THEN
// 新层数必须大于当前已堆层数
IF "HMI".LayerSet > "Palletizing".CurrentLayer THEN
"Palletizing".MaxLayers := "HMI".LayerSet;
END_IF;
END_IF;运行时修改层数的秘诀在这里:通过判断设定值是否大于当前层数,避免中途减小层数导致逻辑混乱。
调试踩坑实录
- 纸箱定位飘移:调整了光电开关的检测延时,在OB35循环中断中添加了0.2s滤波
- 层数计数异常:发现是机械手到位信号有抖动,在SCL代码中增加了上升沿检测
- 急停复位失效:重新规划了FC106安全功能块的调用顺序
性能优化建议
- 在FB501中实现双缓冲机制:当前垛板处理时,下一垛板已经开始准备
- 使用SCL的ARRAY数据类型存储历史垛板信息
- 通过MOV指令预加载下一个托盘的坐标数据
这个项目最有趣的地方在于,用最基础的指令实现了柔性化生产控制。建议初学者先吃透这个框架,再尝试添加视觉检测、异常处理等高级功能。代码已打包上传(含详细注释),需要源码的工友记得三连后私信我~

腾讯云面向开发者汇聚海量精品云计算使用和开发经验,营造开放的云计算技术生态圈。
更多推荐
 12
12 0
0- 0



 已为社区贡献9条内容
已为社区贡献9条内容

{kind=link}
{kind=link}
所有评论(0)