欧姆龙PLC在电池生产线中的大型程序搭建与应用
欧姆龙 PLC 程序NJ ST语言EtherCat总线控制24个伺服轴大型程序电池生产线 包括PLC NJ-1400和威纶通触摸屏程序 PLC通过EtherCat总线连接IS620N伺服 伺服轴已经写好FB块,可以直接复制粘贴 通过EtherCat连接6个扫描枪 扫描枪通讯已经写好FB块 通过EtherCat连接将近100个远程IO终端 详细IO表,中文详细注释,工艺,位置变量等详细说明
在自动化生产领域,欧姆龙PLC凭借其强大的性能和稳定的表现,成为众多复杂生产线的核心控制设备。今天就来聊聊我在电池生产线项目中,利用欧姆龙PLC NJ ST语言结合EtherCat总线控制24个伺服轴的大型程序开发经历,同时还涉及到威纶通触摸屏程序以及各类设备的连接与控制。
一、硬件框架概述
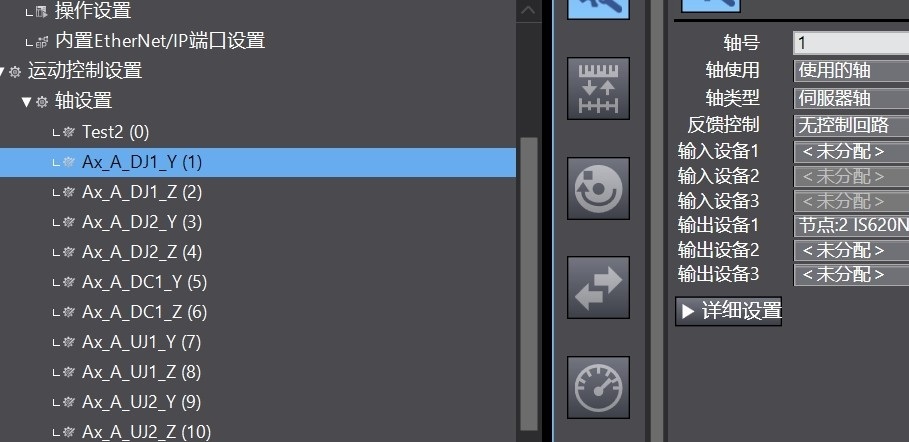
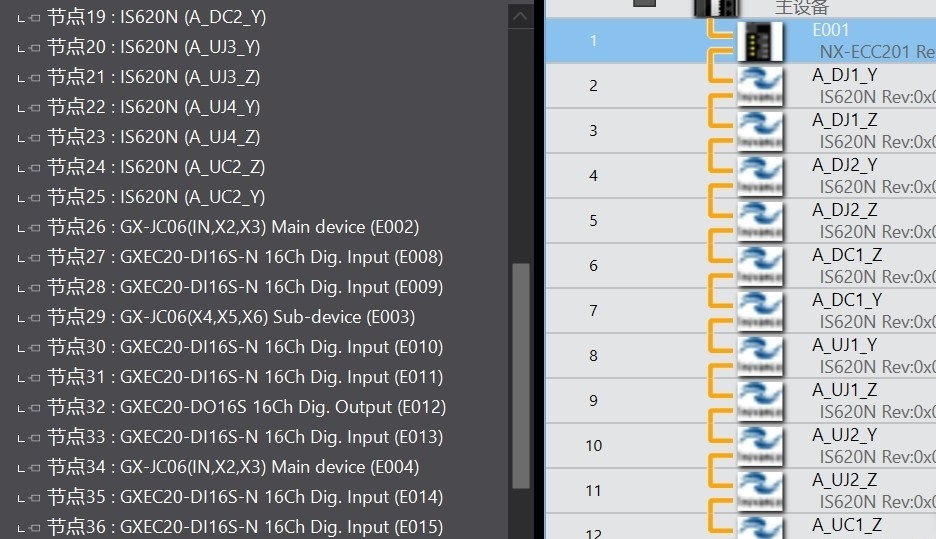
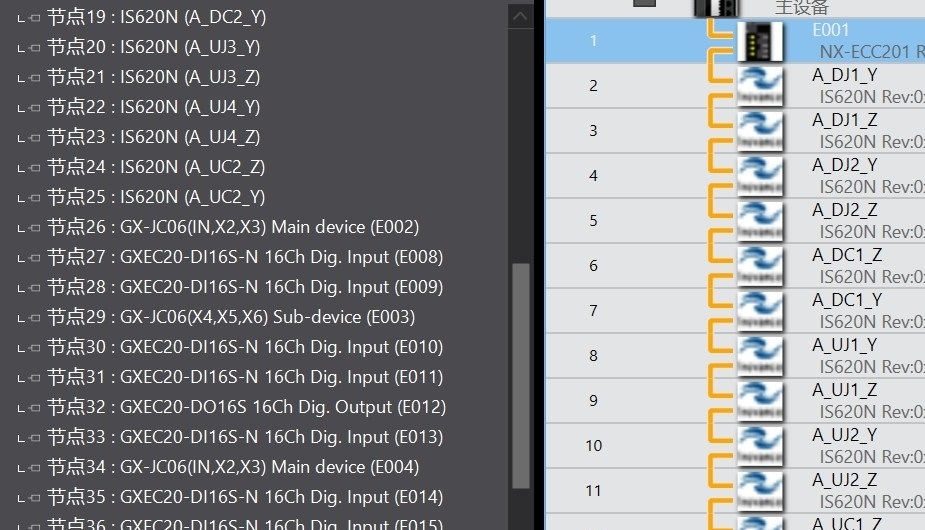
本项目的核心PLC为NJ - 1400,它通过EtherCat总线构建起整个控制系统的“神经脉络”。这条总线上连接着24个IS620N伺服,6个扫描枪以及将近100个远程IO终端。如此大规模的设备连接,EtherCat总线的高速实时通信能力得以充分展现。
二、伺服轴控制
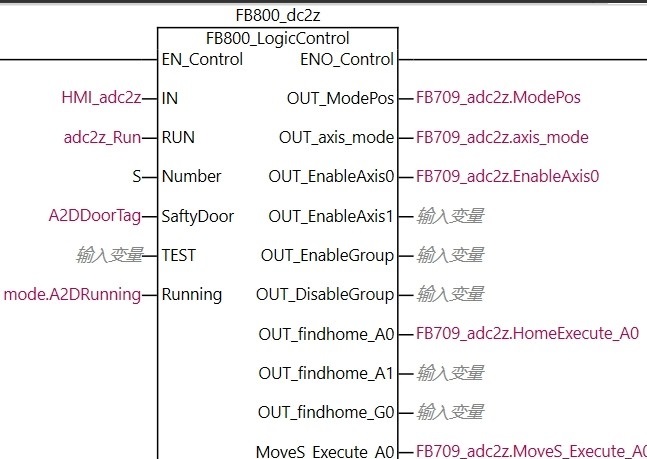
伺服轴的控制在电池生产线中关乎产品的精确位置移动,是极为关键的部分。好在已经有写好的FB块,使用起来就方便多了。比如下面这个简单示例:
PROGRAM MAIN
VAR
servoCtrl : FB_ServoControl; // 实例化伺服控制FB块
axisPos : LREAL; // 定义轴位置变量
END_VAR
// 初始化FB块
servoCtrl(
Enable := TRUE,
AxisNumber := 1, // 假设控制第1轴
TargetPosition := 100.0, // 目标位置100mm
Velocity := 50.0 // 速度50mm/s
);
// 获取当前轴位置
axisPos := servoCtrl.CurrentPosition;在这段代码中,我们首先实例化了 FB_ServoControl 这个FB块,通过设置 Enable 为 TRUE 启动控制,指定要控制的轴号 AxisNumber 为1,设置目标位置 TargetPosition 和运行速度 Velocity。然后可以通过 CurrentPosition 这个输出参数获取当前轴的实际位置,赋值给 axisPos 变量,方便后续监控或者进一步逻辑判断使用。这24个伺服轴,每个轴都可以类似这样通过FB块来灵活控制,大大提高了编程效率。
三、扫描枪通讯
通过EtherCat连接的6个扫描枪,同样有写好的FB块来实现通讯。以一个简单的扫码读取任务为例:
PROGRAM MAIN
VAR
scannerComm : FB_ScannerCommunication; // 实例化扫描枪通讯FB块
scanResult : STRING[50]; // 存储扫描结果字符串
END_VAR
// 初始化扫描枪通讯FB块
scannerComm(
Enable := TRUE,
ScannerNumber := 2 // 假设使用第2个扫描枪
);
// 获取扫描结果
scanResult := scannerComm.ScanData;这里实例化了 FB_ScannerCommunication FB块,开启通讯 Enable 并指定扫描枪编号 ScannerNumber。通过 ScanData 输出参数就能获取扫描枪读到的数据,存储在 scanResult 字符串变量里。在实际生产中,扫描枪读取的产品信息可以用于产品追溯、质量检测等诸多环节。
四、远程IO终端连接
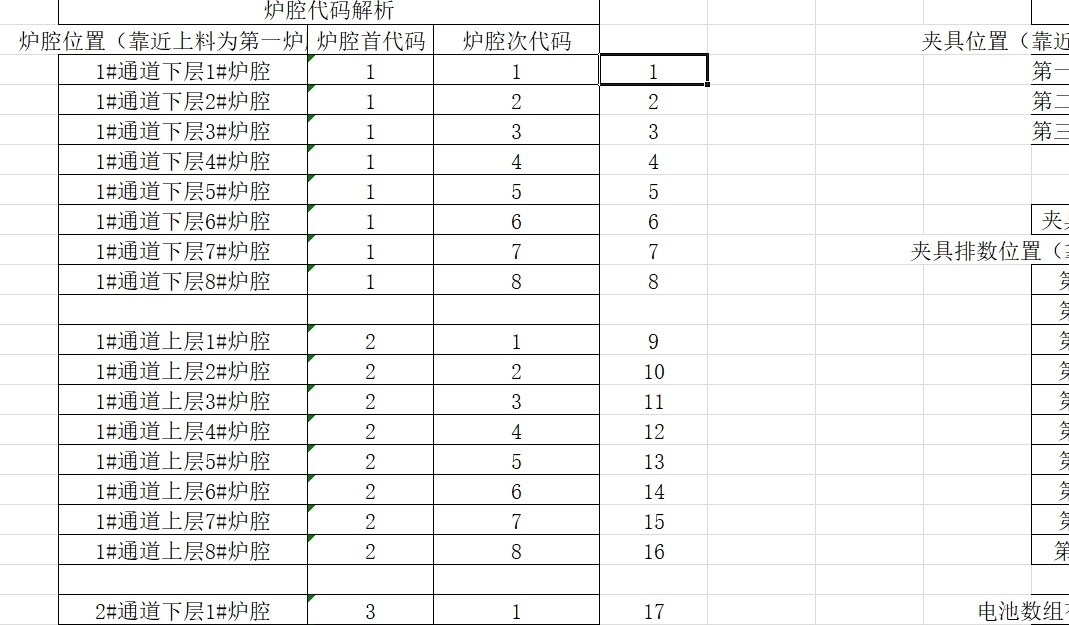
将近100个远程IO终端通过EtherCat连接到PLC,这就需要详细规划IO表。以下是一个简单的IO表示例(部分):
| IO地址 | 描述 | 类型 | 中文注释 |
|---|---|---|---|
| %IX1.0 | 传送带启动信号输入 | 位 | 传送带启动按钮信号 |
| %QX2.3 | 报警指示灯输出 | 位 | 设备报警时点亮此灯 |
| %IW10 | 温度传感器模拟量输入 | 字 | 当前生产环境温度值 |
在程序中对这些IO点的操作也很直观,比如控制报警指示灯亮起:
PROGRAM MAIN
VAR
alarmFlag : BOOL := TRUE; // 假设报警标志为真
END_VAR
IF alarmFlag THEN
%QX2.3 := TRUE; // 点亮报警指示灯
ELSE
%QX2.3 := FALSE; // 熄灭报警指示灯
END_IF;通过这样清晰的IO表和简单的代码逻辑,就能方便地对众多远程IO终端进行控制和数据采集,确保整个生产线各个环节的状态监控与控制。
五、威纶通触摸屏程序
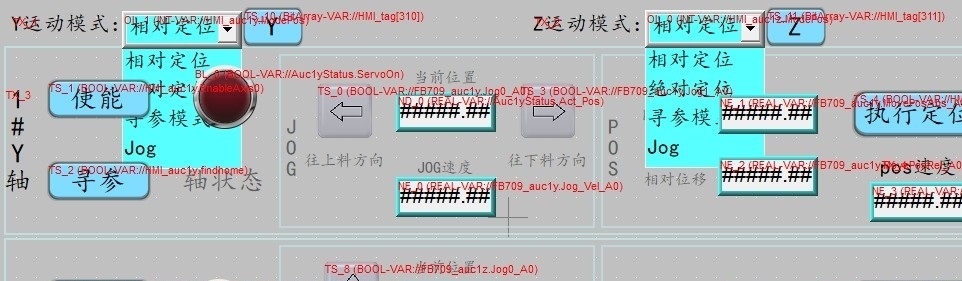
威纶通触摸屏作为人机交互的重要界面,负责与操作人员进行信息交互。在触摸屏程序设计上,主要是根据生产线的实际需求,设计友好直观的操作界面。比如主界面上会有设备运行状态显示区域,通过与PLC的数据交互,实时显示24个伺服轴的运行状态、扫描枪的工作状态以及各个远程IO点对应的设备状态。
欧姆龙 PLC 程序NJ ST语言EtherCat总线控制24个伺服轴大型程序电池生产线 包括PLC NJ-1400和威纶通触摸屏程序 PLC通过EtherCat总线连接IS620N伺服 伺服轴已经写好FB块,可以直接复制粘贴 通过EtherCat连接6个扫描枪 扫描枪通讯已经写好FB块 通过EtherCat连接将近100个远程IO终端 详细IO表,中文详细注释,工艺,位置变量等详细说明

同时,还会设置参数设置界面,操作人员可以在这里修改伺服轴的目标位置、速度等参数,这些参数修改后会实时传递给PLC,从而动态调整生产线的运行参数。例如,修改伺服轴速度的界面逻辑:
- 在触摸屏上创建一个数值输入框,绑定到PLC中的速度设定变量,假设为
ServoVelocitySet。 - PLC程序中,伺服控制FB块的速度参数
Velocity读取ServoVelocitySet变量的值,如下:
PROGRAM MAIN
VAR
servoCtrl : FB_ServoControl;
ServoVelocitySet : LREAL := 50.0; // 初始速度50mm/s
END_VAR
servoCtrl(
Enable := TRUE,
AxisNumber := 1,
TargetPosition := 100.0,
Velocity := ServoVelocitySet // 从设定变量获取速度
);这样,操作人员在触摸屏上修改速度设定值,就能直接影响到伺服轴的运行速度。
总之,通过欧姆龙PLC NJ ST语言结合EtherCat总线,以及威纶通触摸屏程序的协同工作,实现了对电池生产线中多种设备的高效、精确控制,为生产过程的自动化和智能化提供了有力保障。希望我的这些经验分享,能给正在进行类似项目开发的朋友们一些启发。


腾讯云面向开发者汇聚海量精品云计算使用和开发经验,营造开放的云计算技术生态圈。
更多推荐
 1
1 0
0- 0



 已为社区贡献7条内容
已为社区贡献7条内容

所有评论(0)