三菱PLC步进伺服控制程序 用三菱plc和威纶触摸屏编写 新手学习最佳选择。 此程序已经实际设...
三菱PLC步进伺服控制程序 用三菱plc和威纶触摸屏编写 新手学习最佳选择。 此程序已经实际设备上批量应用,程序成熟可靠,借鉴价值高,程序有注释。
深夜的车间里,三菱FX3U的RUN指示灯规律闪烁,伺服电机带着机械臂精准地完成取放料动作。这套用三菱PLC+威纶触摸屏打造的步进伺服控制系统,堪称工控新手的毕业设计模板——程序结构清晰得像重庆的8D立交桥,每个梯形图支路都写着"老司机带路"。
程序架构采用经典的SFC步进梯形图,把复杂的动作流程拆解成12个标准工步。核心控制段长这样:
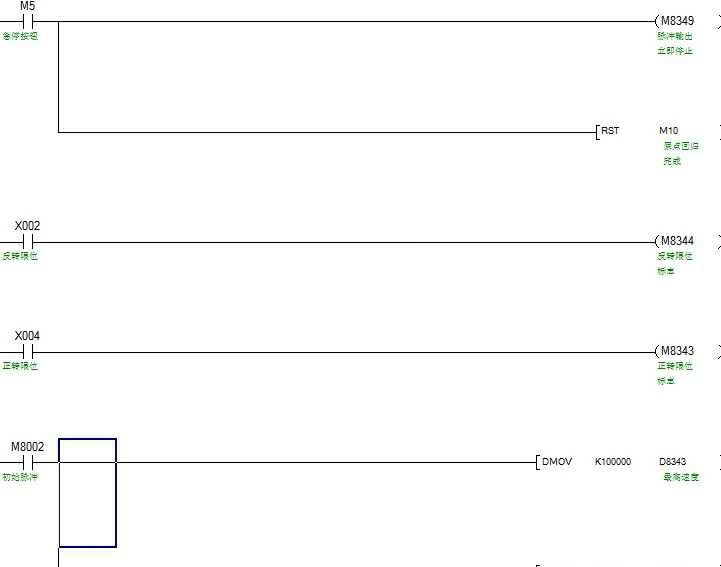
LD M8002 // 初始化脉冲
MOV K100 D200 // 设置脉冲频率
MOV K500 D201 // 设置移动脉冲量
SET S0 // 激活初始步
STL S0
OUT Y0 // 伺服使能
SET S20 // 进入准备状态
STL S20
MOVP K0 D8340 // 清空当前脉冲计数
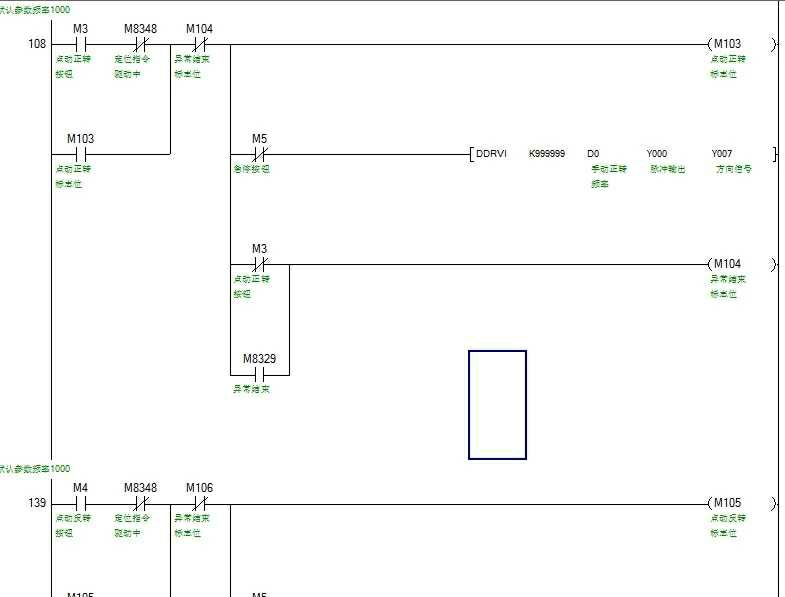
DDRVI D200 D201 Y0 Y4 // 相对定位指令这个定位指令块DDRVI堪称三菱的灵魂指令,第一个操作数D200是速度,D201是脉冲量,Y0是脉冲输出口,Y4是方向信号。实际调试时要注意,方向信号必须和机械装配方向一致,否则可能上演机械臂"倒车请注意"的惊悚场面。

触摸屏设计暗藏玄机,在参数设置画面里藏着"老司机三连":
// 威纶宏指令片段
macro_command main()
short speed, pulse
GetData(speed, "Local HMI", LW, 100, 1)
SetData(speed, "Mitsubishi FX", D, 200, 1)
GetData(pulse, "Local HMI", LW, 101, 1)
SetData(pulse, "Mitsubishi FX", D, 201, 1)
end macro这个不起眼的宏完成了触摸屏与PLC的地址映射,LW100和LW101相当于配方参数的中转站。新手常犯的错误是直接绑定PLC地址,等哪天要改参数时才发现得重新烧录程序。
程序里最实用的其实是注释里的江湖黑话:
LD X002 // 急停信号
RST S20 // 江湖救急,立即退隐
PLS M8049 // 触发异常记录这套异常处理机制经历过产线实战考验——某次操作工拍急停后,伺服电机硬是倔强地多走了0.5mm,于是在注释里多了句"急停后延时500ms再复位使能"的补丁代码。
三菱PLC步进伺服控制程序 用三菱plc和威纶触摸屏编写 新手学习最佳选择。 此程序已经实际设备上批量应用,程序成熟可靠,借鉴价值高,程序有注释。

程序包里的[原点回归]子程序藏着彩蛋:当D8340的当前值超过10万脉冲时,会自动执行全行程回零。这招专治各种机械限位器磨损导致的定位漂移,比老中医把脉还准。
最让新手困惑的PLSY指令在这里被玩出了花:
PLSY D200 D201 Y0 // 简单脉冲输出看似简单的指令,配合中断程序里的DCNT计数器,竟然实现了电子凸轮的效果。秘诀在于用C251高速计数器实时跟踪位置,这比用定时器轮询优雅得多,就像用数控机床切豆腐般丝滑。
这套程序的真正价值,在于注释里那些血泪教训:"Y4方向信号必须提前200ms触发"——这是伺服驱动器惯性过冲换来的经验;"D8340读取必须用DMOV"——某次32位数据分拆读取引发的午夜惊魂...
当新人在GX Works2里打开工程时,建议直接搜索"M8002",顺着初始化流程能看到完整的控制脉络。就像解剖一只精密的机械表,每个齿轮的咬合都经过千锤百炼。毕竟,这个程序在20多台设备上跑过百万次循环,连报警代码都带着工业美学的包浆。

腾讯云面向开发者汇聚海量精品云计算使用和开发经验,营造开放的云计算技术生态圈。
更多推荐
 12
12 0
0- 0



 已为社区贡献14条内容
已为社区贡献14条内容

所有评论(0)