西门子S7 - 300汽车生产线项目程序大揭秘
西门子S7-300整条生产线项目程序资料 西门子S7-300 PLC做的某汽车行业的生产线程序。 300CPU一套 西门子触摸屏TP700两套 远程ET200站点 Profibus DP网络系统 PLC,HMI,ET200,profibus dp网络 压力值模拟量采集 位移传感器模拟量采集 pwm控制 拧紧系统 扫码枪 上位机 双层输送线 激光打标机 基恩士视觉系统 采用模块化编程,集成各种功能块模拟量采集模块,气缸控制模块,线体阻挡模块,延时控制模块,自动换班等FB,FC。 采集压力值,并在触摸屏上以曲线显示效果等 梯形图,STL,和SCL混合编程,结构清晰 资料包含: 1.PLC程序(step7 v5.5) 2.触摸屏程序(tia v13) 3.图纸 4.io表
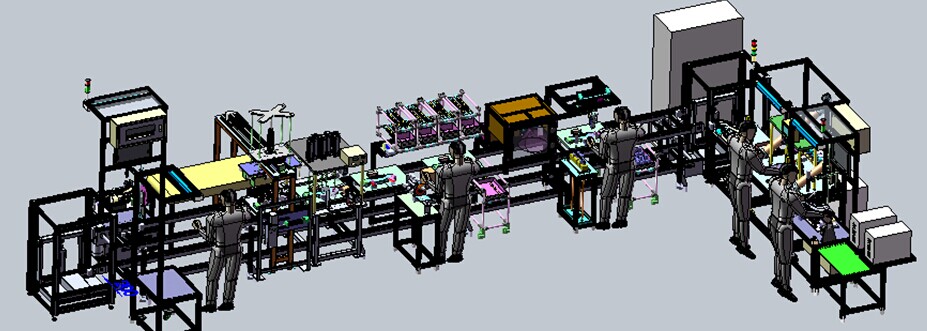
在汽车行业的自动化生产领域,西门子S7 - 300 PLC发挥着关键作用。今天就来和大家详细聊聊基于西门子S7 - 300 PLC打造的某汽车行业生产线程序资料。
硬件配置
- 300CPU一套:作为整个系统的核心大脑,负责协调和处理各种控制指令。
- 西门子触摸屏TP700两套:提供直观的人机交互界面(HMI),方便操作人员监控和干预生产流程。
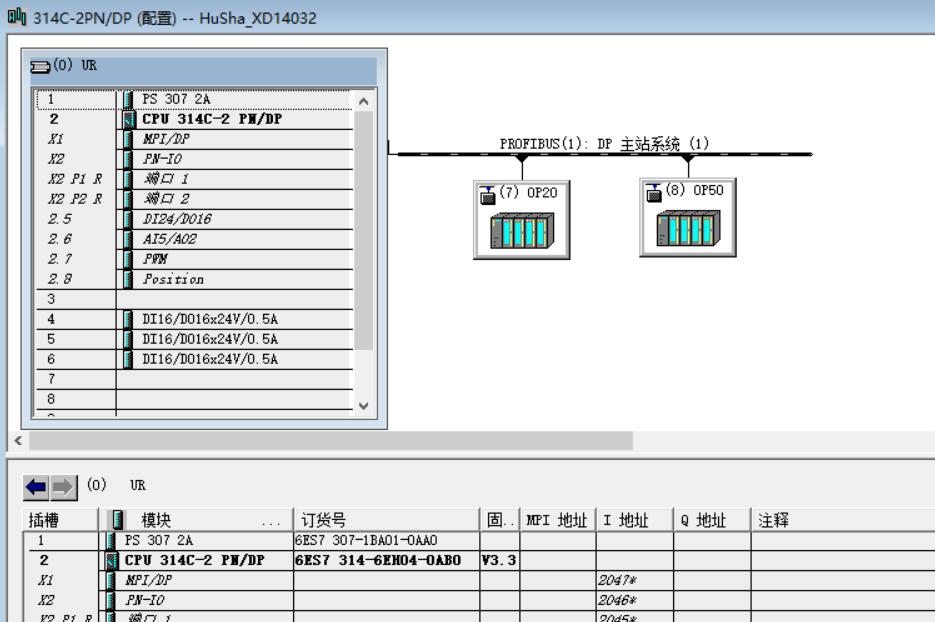
- 远程ET200站点:实现分布式的I/O控制,增加系统的灵活性和可扩展性。
- Profibus DP网络系统:构建高速、可靠的数据传输通道,确保PLC、HMI和ET200之间的高效通信。
功能实现
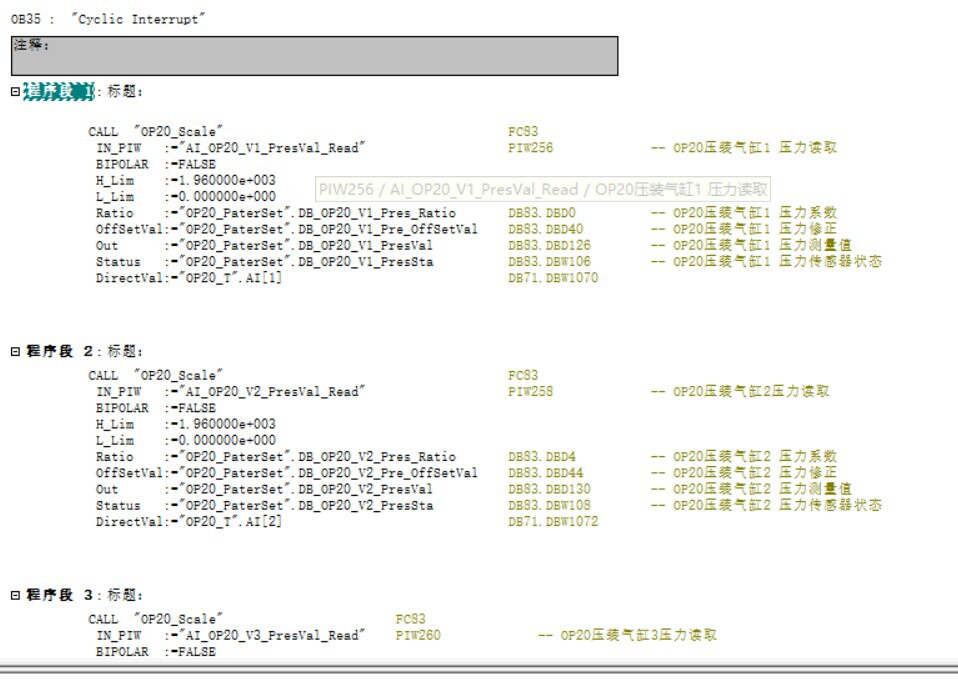
- 模拟量采集
- 压力值模拟量采集:通过模拟量采集模块获取压力传感器的数据。在程序中,以SCL语言为例,可能会这样编写采集代码:
// 定义变量
VAR
PressureValue : REAL;
AnalogInput : INT;
END_VAR
// 读取模拟量输入模块的值,这里假设模块地址为IW0
AnalogInput := PIW0;
// 将采集到的整数值转换为实际压力值,假设量程对应关系
PressureValue := (AnalogInput / 27648.0) * 100.0; // 假设量程为0 - 100 bar这段代码首先定义了存储压力值的实数变量PressureValue和存储模拟量输入原始值的整数变量AnalogInput。然后从模拟量输入地址PIW0读取值到AnalogInput,再根据量程的对应关系将其转换为实际的压力值存储到PressureValue中。
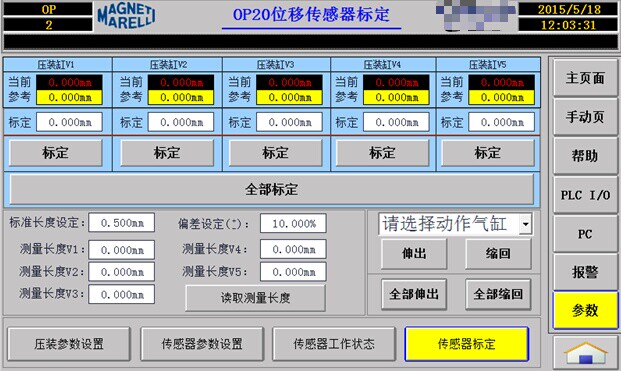
- 位移传感器模拟量采集:原理与压力值采集类似,同样通过模拟量模块获取数据,并进行相应转换。
- PWM控制:用于精确控制一些设备的速度或功率。在梯形图中,可能会使用PWM输出指令块。例如,通过设定周期和占空比来控制电机转速。假设我们有一个电机连接到Q0.0,要设置50%的占空比,周期为100ms:
// 定义变量
Timer1 : TON;
Counter1 : CTU;
// 定时器设置100ms周期
Timer1(IN := 1, PT := T#100ms);
// 计数器用于控制占空比
Counter1(CU := Timer1.Q, PV := 50);
// 根据计数器状态控制PWM输出
Q0.0 := Counter1.CV <= 50;这里通过一个定时器Timer1设定100ms的周期,每当定时器定时时间到,其输出Q信号触发计数器Counter1计数。当计数器的值小于等于50(即50%占空比)时,输出Q0.0为1,从而实现PWM控制。
- 拧紧系统:通过专门的功能块控制拧紧设备,确保螺丝拧紧力度符合标准。在模块化编程中,这部分功能可能封装在一个FB(功能块)中。例如:
// 拧紧系统功能块FB
FUNCTION_BLOCK TighteningSystem
VAR_INPUT
TargetTorque : REAL; // 目标扭矩值
CurrentTorque : REAL; // 当前扭矩值
END_VAR
VAR_OUTPUT
TighteningStatus : BOOL; // 拧紧状态
END_VAR
BEGIN
IF CurrentTorque >= TargetTorque THEN
TighteningStatus := TRUE;
ELSE
TighteningStatus := FALSE;
END_IF;
END_FUNCTION_BLOCK这个功能块接收目标扭矩值TargetTorque和当前扭矩值CurrentTorque作为输入,根据两者比较结果输出拧紧状态TighteningStatus。
- 扫码枪:读取产品标识码等信息,为生产追溯和质量控制提供数据支持。在程序中,可能通过串口通信或Profibus DP网络获取扫码枪的数据。
- 上位机:实现对整个生产线的集中监控和管理,与PLC进行数据交互。例如通过OPC协议进行数据传输。
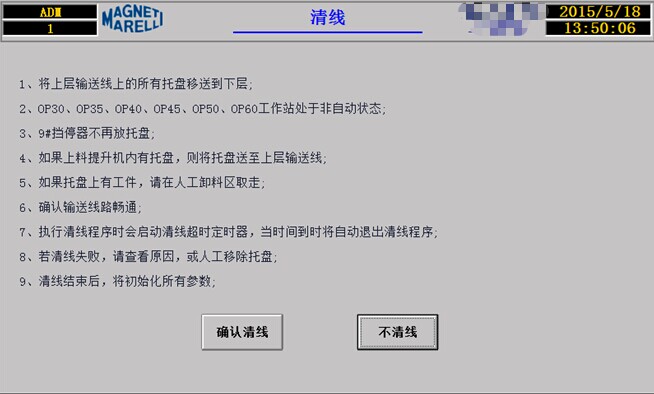
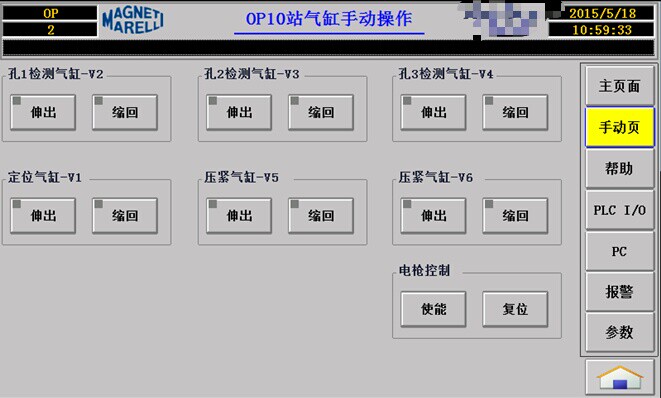
- 双层输送线:通过气缸控制模块和线体阻挡模块实现物料在双层输送线上的有序传输。在STL语言中,气缸控制部分代码可能如下:
// 气缸伸出控制
L M0.0 // 假设M0.0为气缸伸出启动信号
O Q0.1 // 当前气缸伸出状态
AN M0.1 // 假设M0.1为气缸缩回信号
= Q0.1 // 输出控制气缸伸出这段STL代码通过逻辑运算,根据启动信号M0.0、当前气缸状态Q0.1和缩回信号M0.1来控制气缸伸出输出Q0.1。
- 激光打标机:根据生产需求在产品上进行标记。通过与PLC的通信获取标记内容和时机等信息。
- 基恩士视觉系统:用于产品外观检测、尺寸测量等。与PLC进行数据交互,反馈检测结果。
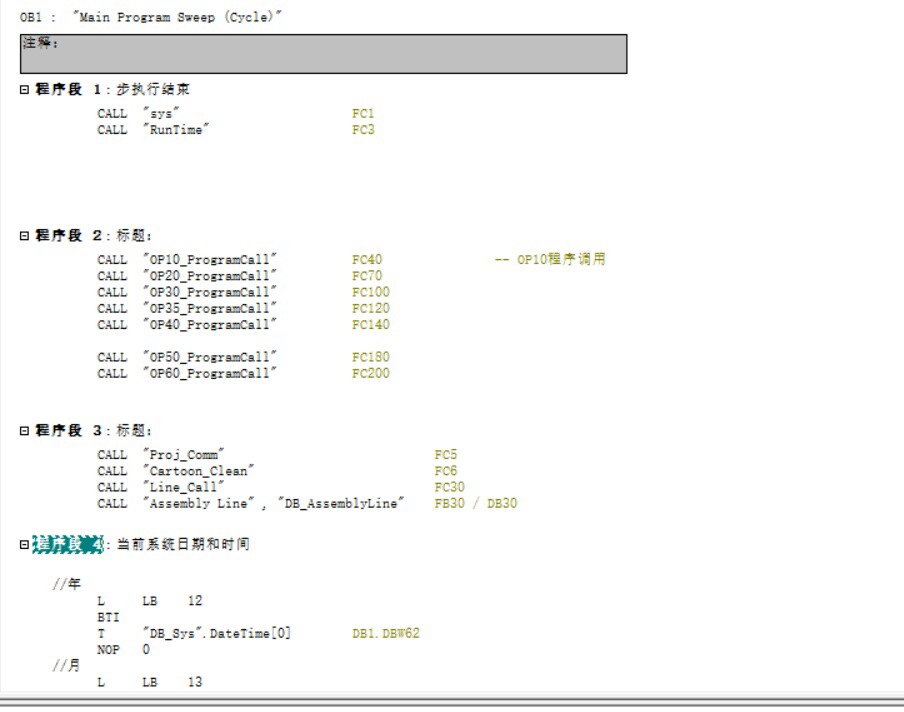
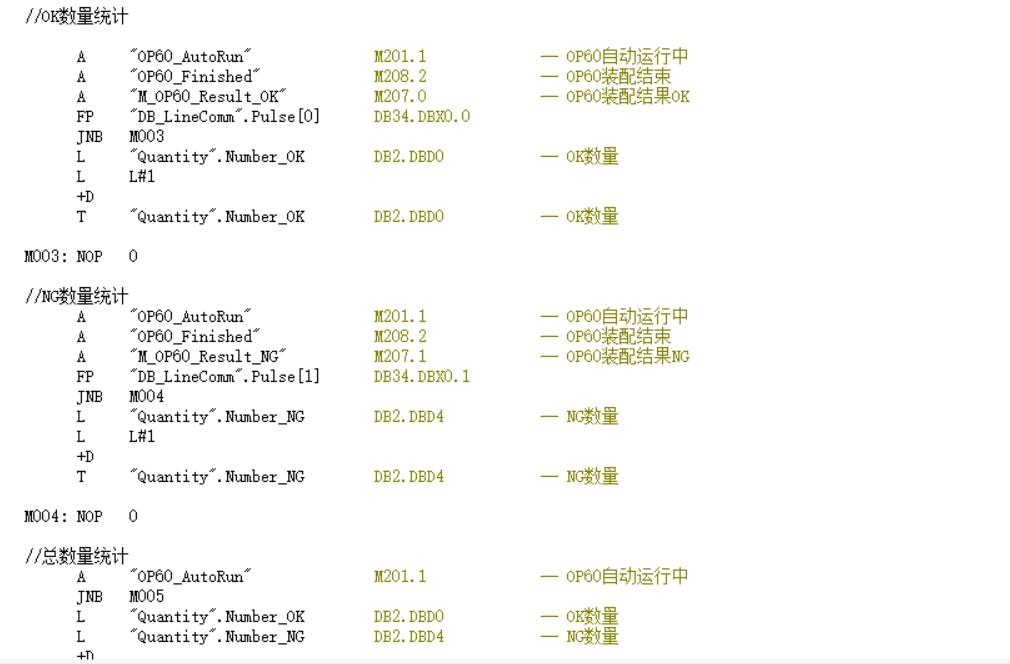
编程特色
采用模块化编程,集成各种功能块,如模拟量采集模块、气缸控制模块、线体阻挡模块、延时控制模块、自动换班等FB, FC。这种方式使得程序结构清晰,易于维护和扩展。同时采用梯形图,STL,和SCL混合编程,发挥不同编程语言的优势。梯形图直观易懂,适合逻辑控制;STL执行效率高,适合底层硬件操作;SCL适合复杂的数学运算和逻辑处理。
资料内容
- PLC程序(step7 v5.5):包含了整个生产线的核心控制逻辑,从硬件I/O控制到复杂的功能实现都在其中。
- 触摸屏程序(tia v13):实现友好的人机交互界面,操作人员可以实时监控压力值曲线等生产数据,并进行相应操作。
- 图纸:包括电气原理图、布局图等,帮助理解硬件连接和系统架构。
- io表:清晰列出每个I/O点的地址、功能等信息,方便程序编写和调试。
总之,这套西门子S7 - 300汽车生产线项目程序资料,无论是对于学习自动化控制的新手,还是寻求优化生产线的工程师,都具有极高的参考价值。希望大家可以从中获取灵感,应用到实际项目中。
西门子S7-300整条生产线项目程序资料 西门子S7-300 PLC做的某汽车行业的生产线程序。 300CPU一套 西门子触摸屏TP700两套 远程ET200站点 Profibus DP网络系统 PLC,HMI,ET200,profibus dp网络 压力值模拟量采集 位移传感器模拟量采集 pwm控制 拧紧系统 扫码枪 上位机 双层输送线 激光打标机 基恩士视觉系统 采用模块化编程,集成各种功能块模拟量采集模块,气缸控制模块,线体阻挡模块,延时控制模块,自动换班等FB,FC。 采集压力值,并在触摸屏上以曲线显示效果等 梯形图,STL,和SCL混合编程,结构清晰 资料包含: 1.PLC程序(step7 v5.5) 2.触摸屏程序(tia v13) 3.图纸 4.io表



腾讯云面向开发者汇聚海量精品云计算使用和开发经验,营造开放的云计算技术生态圈。
更多推荐
 50
50 0
0- 0



 已为社区贡献10条内容
已为社区贡献10条内容

所有评论(0)