三菱PLC程序FX3U与温控模块ADP通讯及伺服灌装机程序控制40个气缸的实践应用
·
三菱PLC程序 FX3U与温控模块ADP通讯,伺服灌装机程序 控制40个气缸,适合工程借鉴
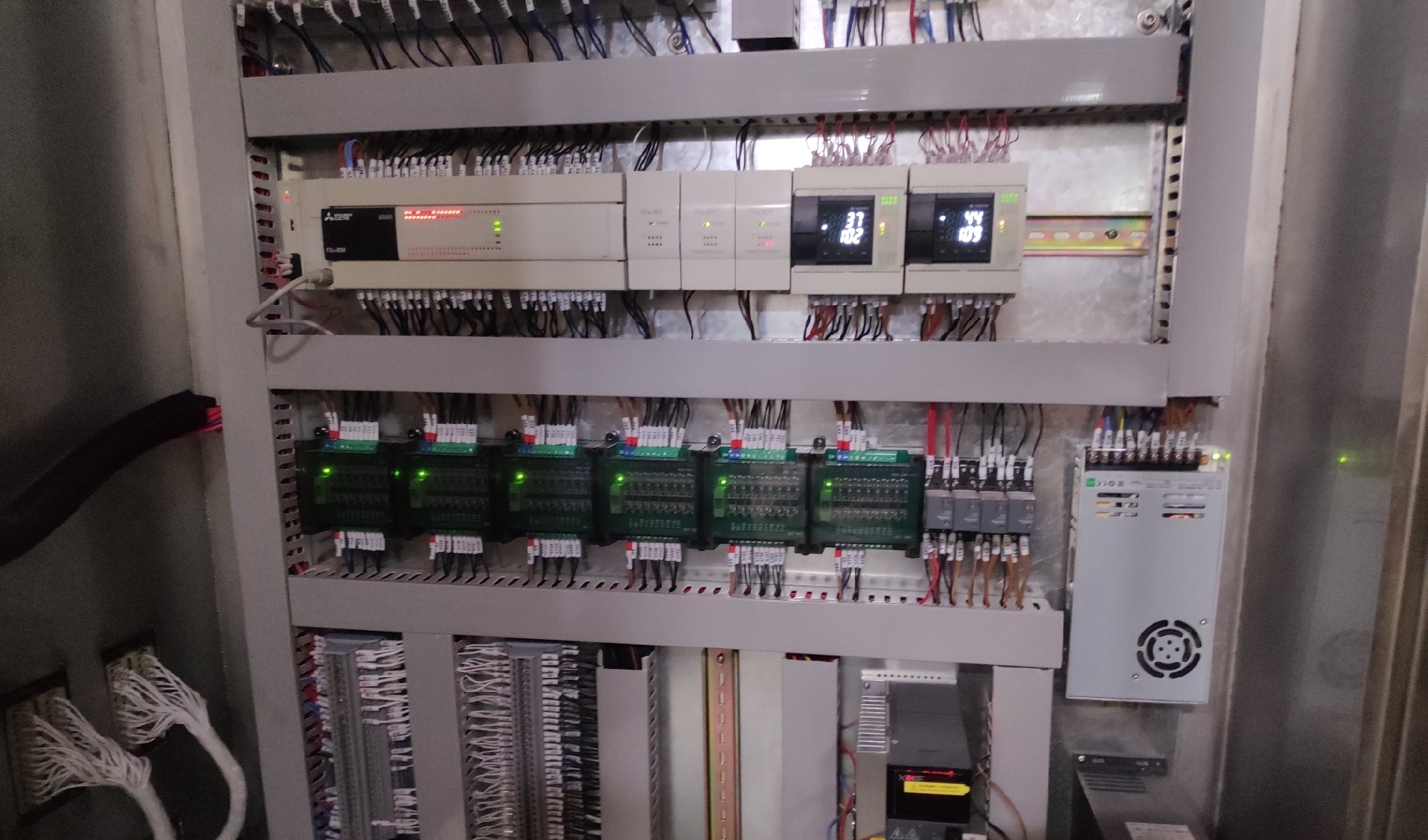
深夜的车间里,PLC控制柜的绿灯规律闪烁,40支气缸此起彼伏的推杆声混合着伺服电机的蜂鸣。这个为日化厂开发的伺服灌装机项目,是我去年啃下的硬骨头。今天把核心代码和踩过的坑扒开聊聊,特别是三菱FX3U与温控模块ADP的通讯,绝对实战干货。
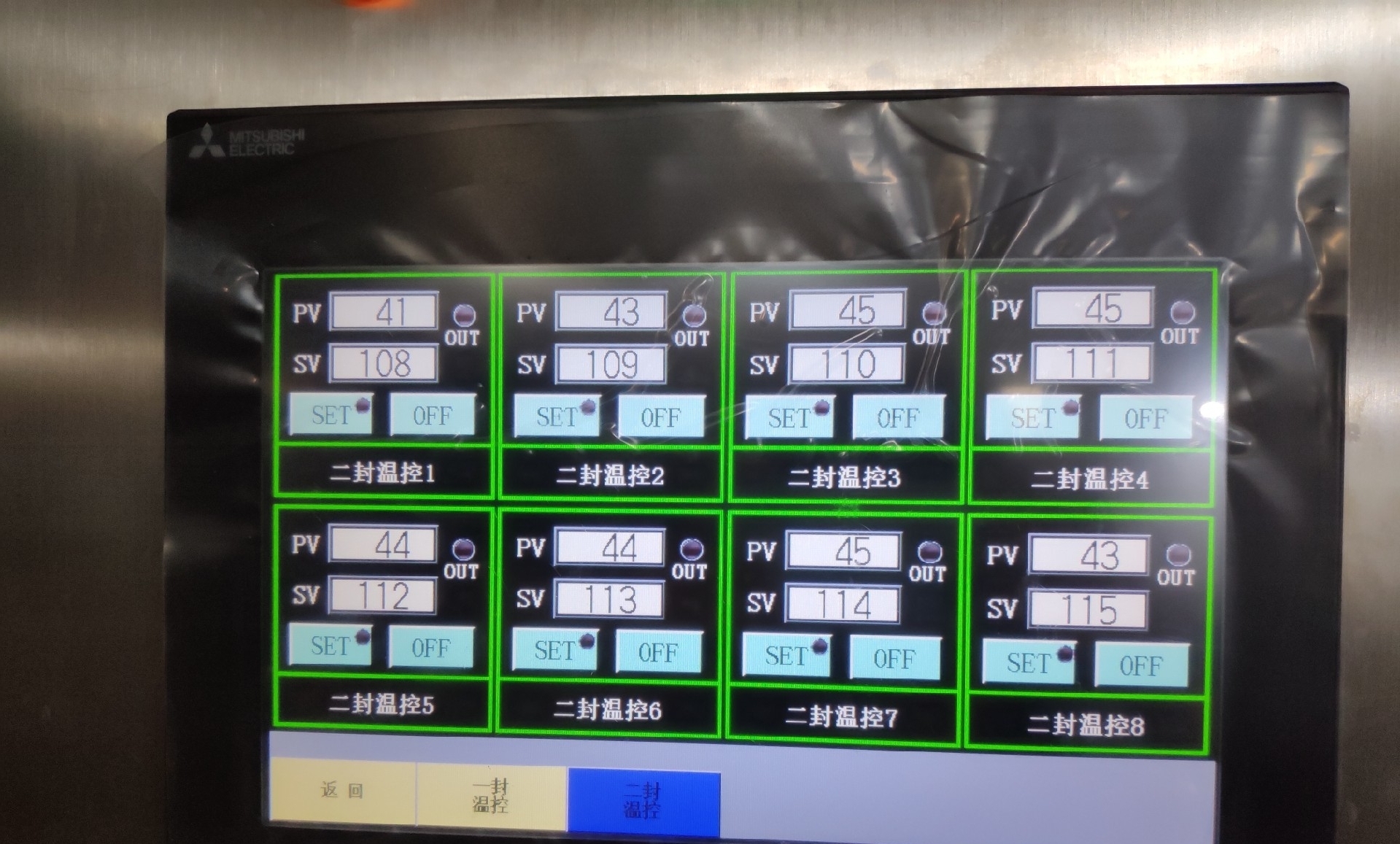
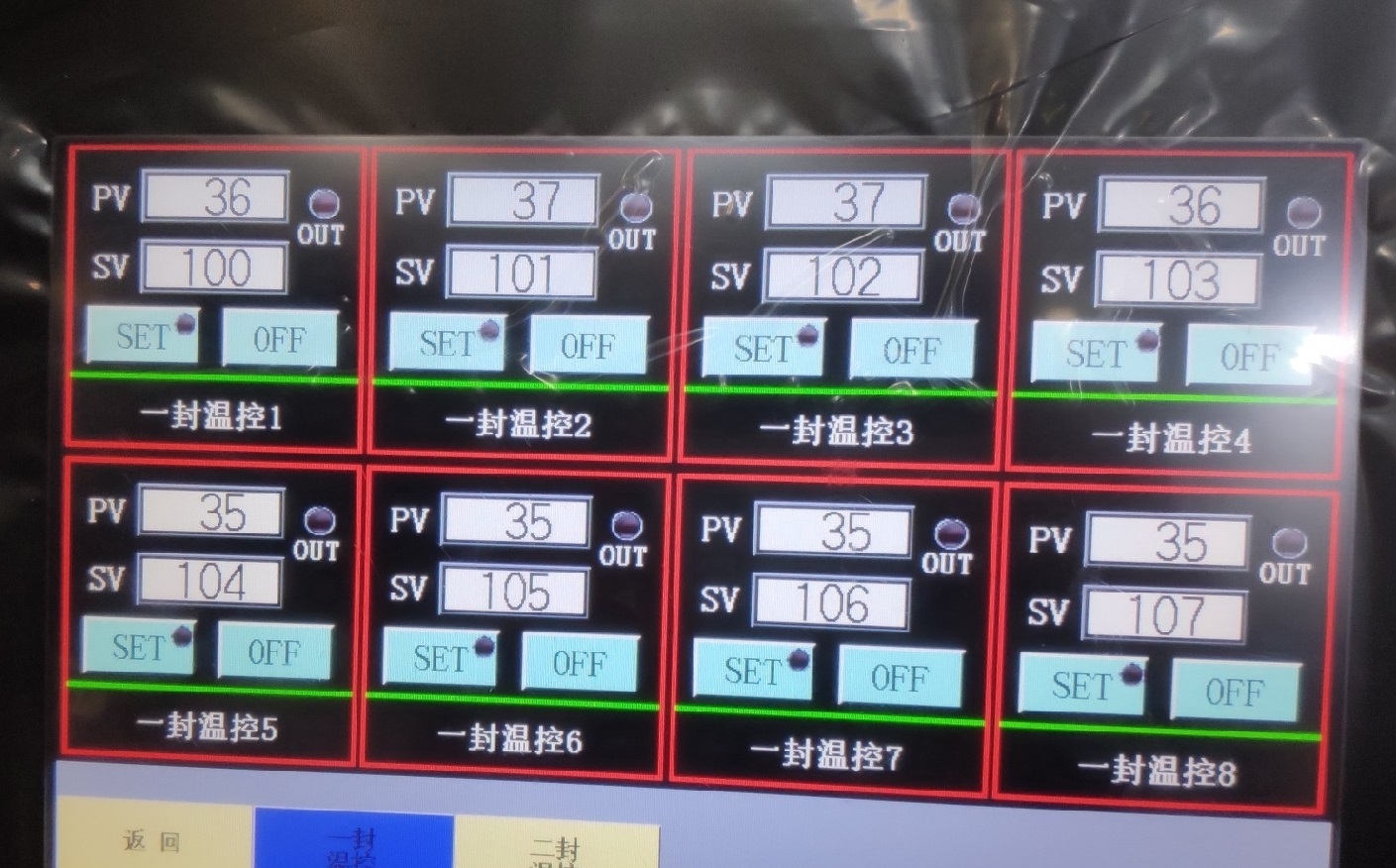
温控模块通讯这块,很多新手容易卡在初始化参数设置。ADP模块挂在FX3U右侧扩展口时,记住这个地址映射规律:
MOV H0C96 D8120 //设置通讯格式:9600,7,E,1
MOV K2 D8121 //通道2通信
MOV K201 D100 //温控模块站号
CALL P_ADPRW //调用通讯指令这里D100开始的6个寄存器分别存放着读写指令、数据地址、数据长度。重点注意温控模块的响应延迟,我在程序里加了50ms的延时继电器,否则容易丢包。
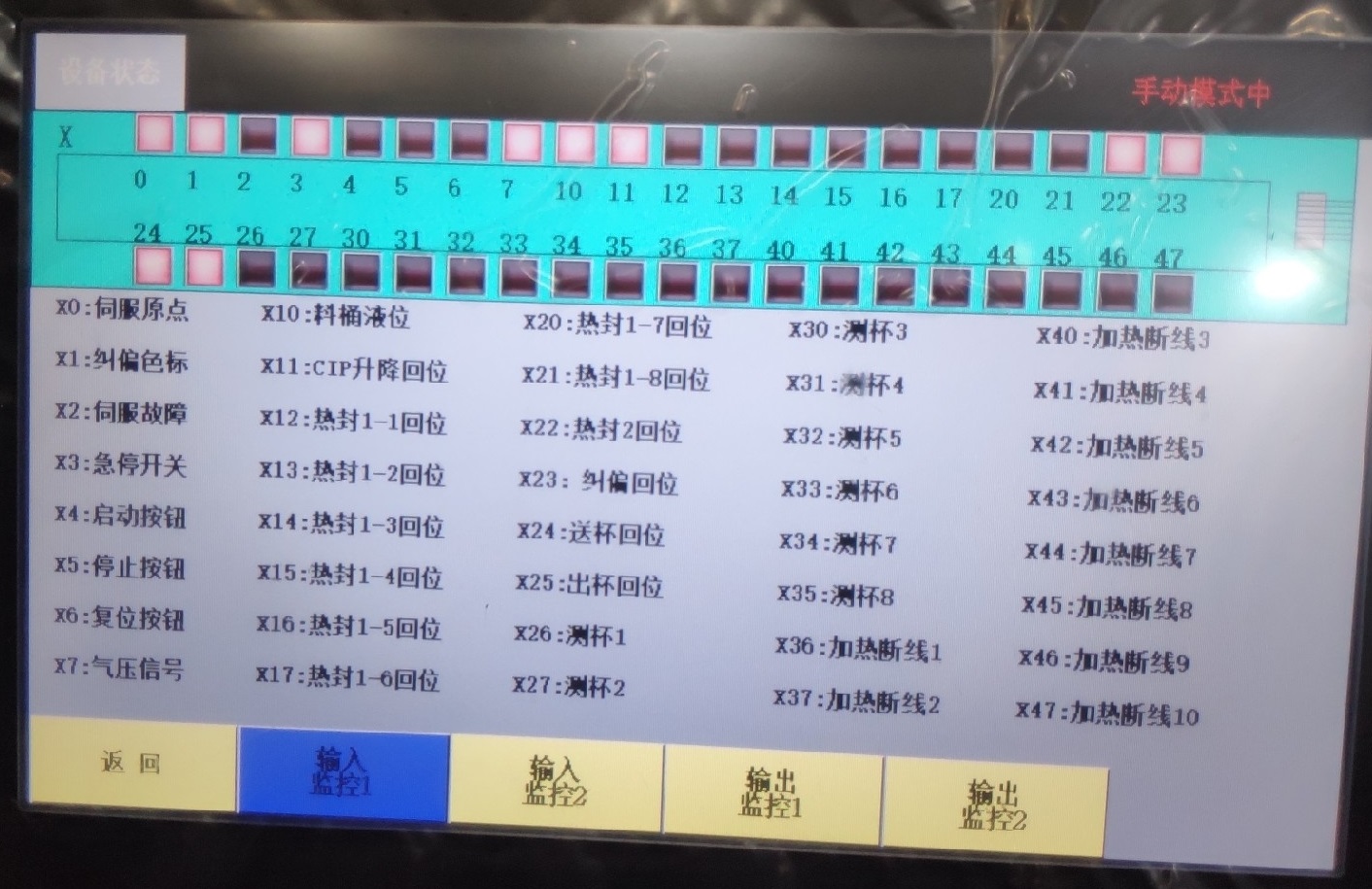
说到40个气缸的控制,千万别傻乎乎地用Y0-Y47直接输出。采用矩阵扫描才是老司机的玩法:
LD M8000 //运行常ON
MOV K2X0 D200 //X0-X17输入状态存D200
MOV K4Y0 D201 //Y0-Y37输出状态存D201
CALL P_Cylinder //气缸动作子程序这样通过D200和D201做中间变量,既能实现批处理操作,又方便做互锁逻辑。特别是灌装机有多个工位并行动作时,这种结构修改逻辑特别方便。
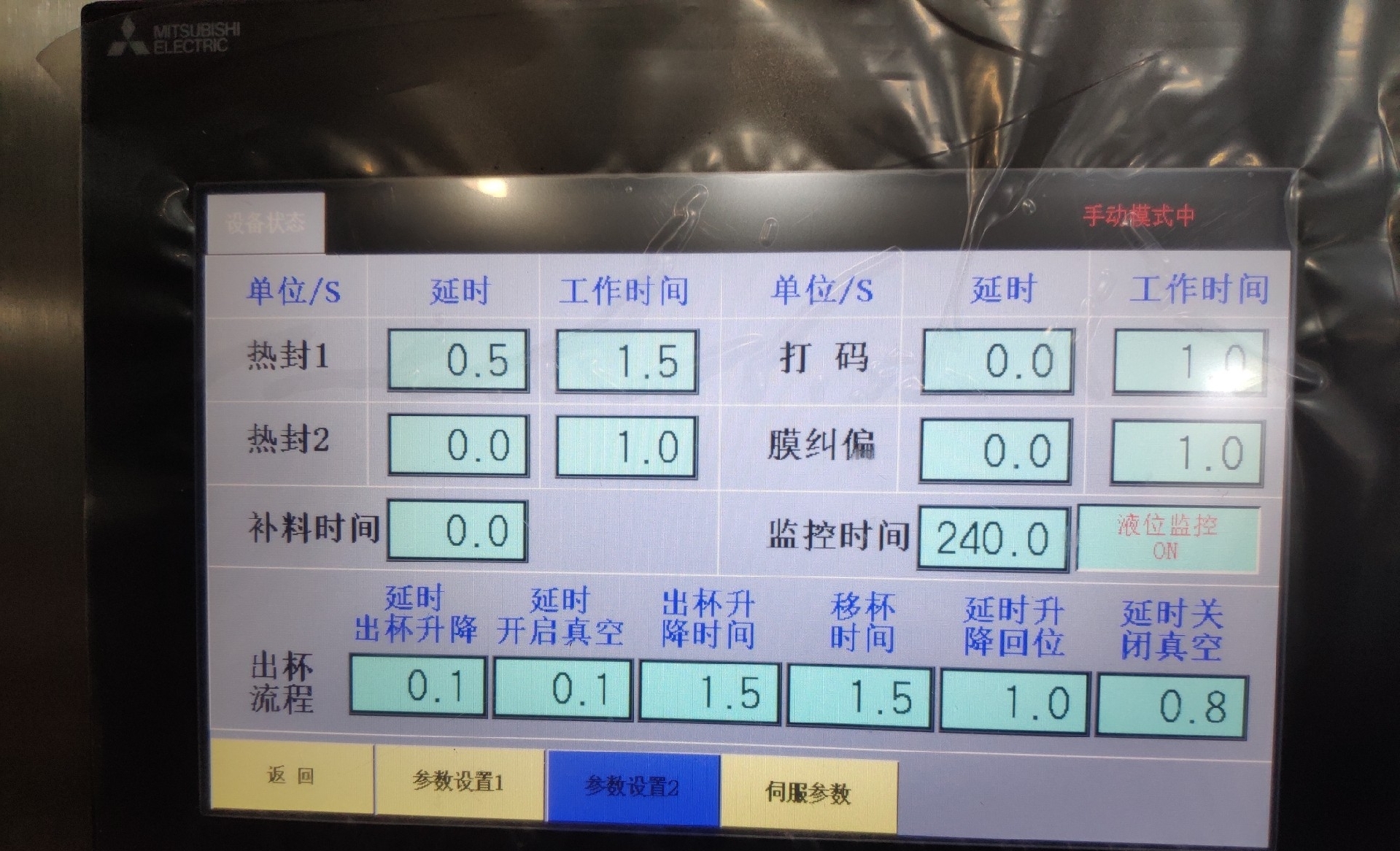
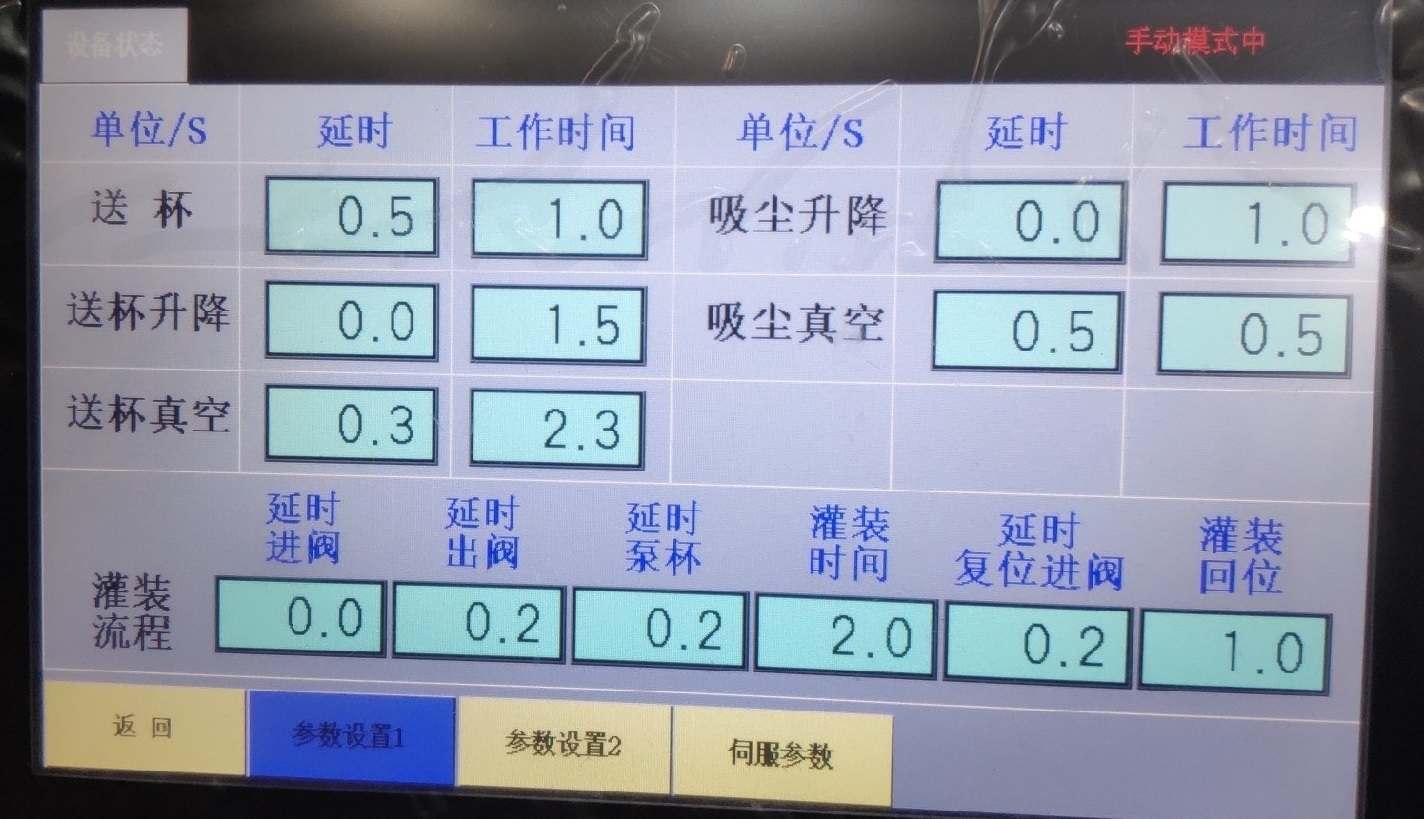
伺服控制部分有个骚操作——用PLSV指令实现速度位置双模式:
PLSV K5000 Y0 //速度模式启动
//...灌装过程...
DHCP Y0 //切换位置模式
DRVI K100000 K5000 Y0 Y4 //精确定位这个技巧完美解决灌装时既要快速移动又要精确定位的矛盾。注意伺服驱动器的参数设置里,一定要把#0基本设置中的控制模式设为"速度/位置切换"。
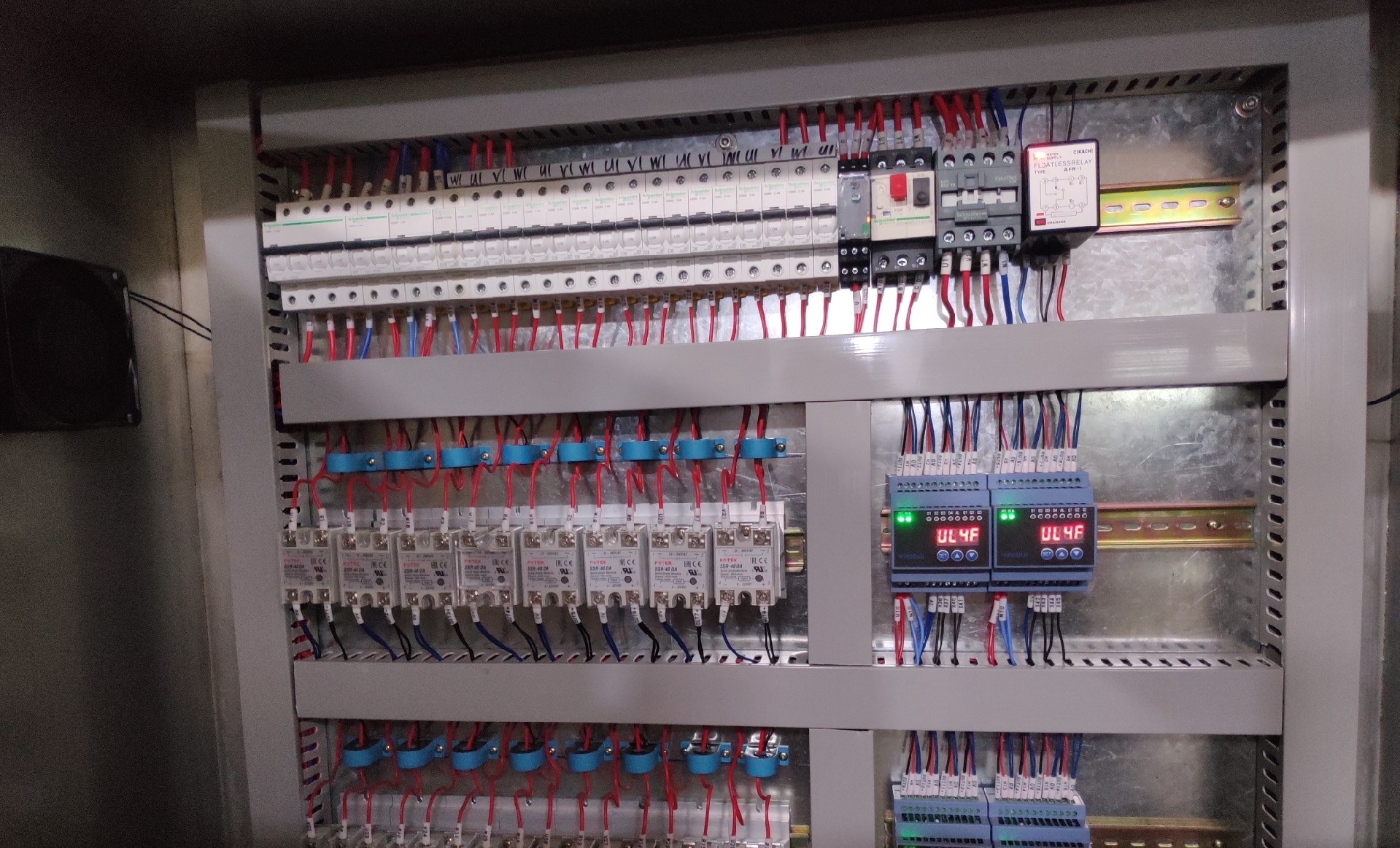
调试时最头疼的是温控模块偶尔抽风,后来发现是接地不良引起的通讯干扰。教大家个土办法:在PLC柜里单独拉条2.5平方的地线到温控模块外壳,同时把通讯线换成带屏蔽的双绞线,干扰问题立竿见影消失。
项目交付半年后回访,设备愣是没出过通讯故障。这套架构后来被复制到饼干包装机上,把温控模块换成称重模块照样好使。搞自动化就是这样,吃透一个项目套路,同类型设备都能套模板。


腾讯云面向开发者汇聚海量精品云计算使用和开发经验,营造开放的云计算技术生态圈。
更多推荐
 10
10 0
0- 0



 已为社区贡献14条内容
已为社区贡献14条内容

所有评论(0)