最近在折腾Fluent做焊接和激光加工的仿真,发现这玩意儿真是既烧显卡又烧脑细胞。今天就跟大伙唠唠几个典型案例怎么玩转,顺带分享点代码实战经验
Fluent仿真分析,代做和模型案例。 焊接熔池模拟,激光增材模拟,激光熔覆。
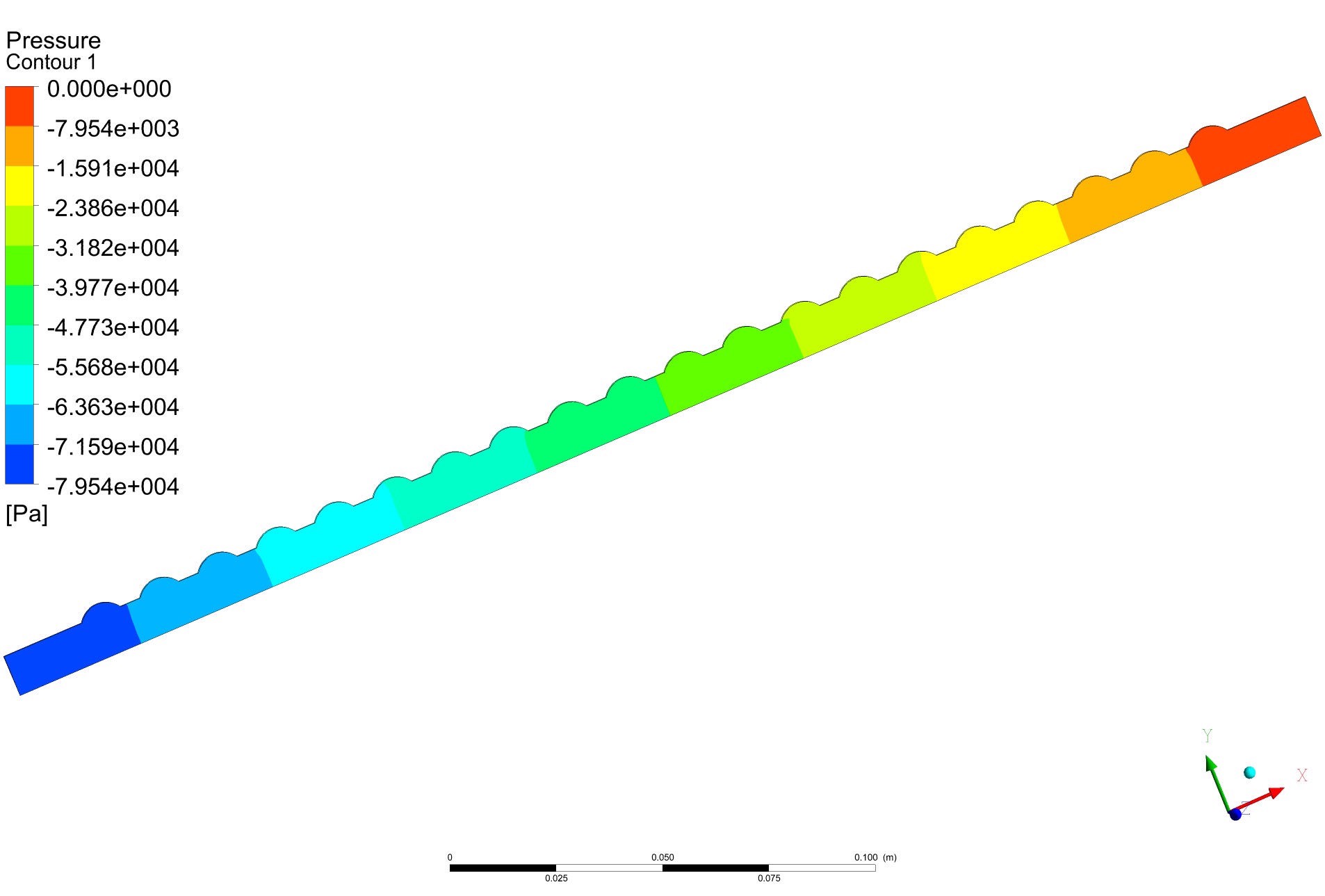
先说说焊接熔池模拟这茬。前两天有个哥们拿着不锈钢板对接焊的项目来找我,死活搞不明白熔池震荡问题。关键点在于热源模型的选择——别傻乎乎直接用默认高斯热源,试试双椭球模型更贴近实际。这里给个UDF片段:
DEFINE_SOURCE(heat_source, cell, thread, dS, eqn)
{
real x[ND_ND];
real Q = 1e7; // 热源功率
real a = 0.003; // 长轴半径
real b = 0.002; // 短轴半径
C_CENTROID(x, cell, thread);
real distance = sqrt(pow(x[0]-x0,2) + pow(x[1]-y0,2));
if (CURRENT_TIME < 0.5) { // 前半段热源
source = 6*sqrt(3)*Q/(a*b*M_PI*sqrt(M_PI)) * exp(-3*distance*distance/(a*a));
} else { // 后半段热源
source = 6*sqrt(3)*Q/(a*b*M_PI*sqrt(M_PI)) * exp(-3*distance*distance/(b*b));
}
dS[eqn] = 0; // 源项对温度的导数
return source;
}这段代码实现了随时间变化的热源形态切换,注意看里面的分段处理——实际焊接时热源前后形状确实不对称。跑仿真时记得把时间步长控制在0.001秒以内,不然熔池边缘会像狗啃似的。
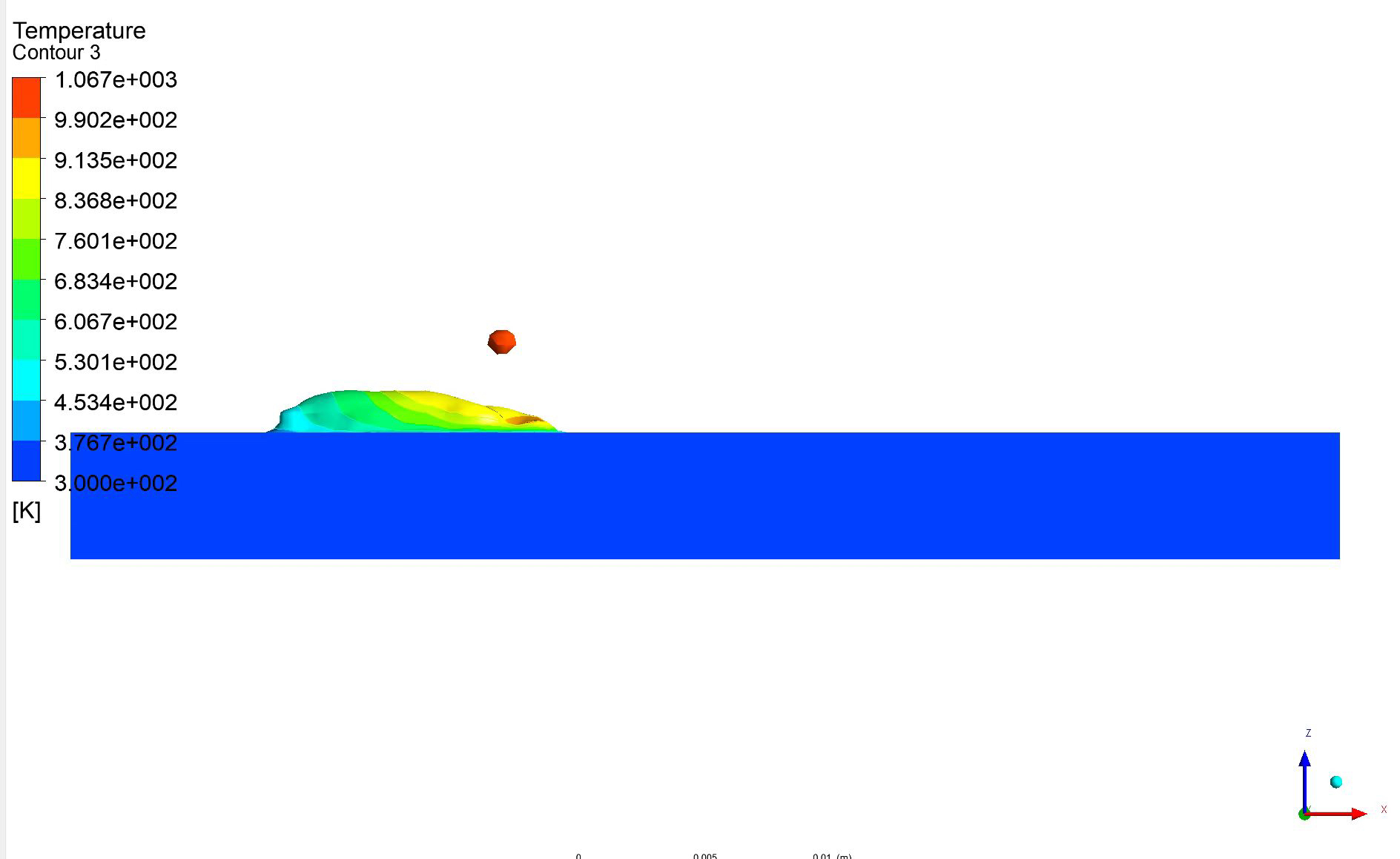
激光熔覆的坑主要在材料相变。有次帮人调钛合金熔覆模型,死活算不出连续熔道。后来发现是材料属性没设置温度梯度——固态到液态的导热系数得用分段函数处理。推荐用这种表格法定义属性:
thermal conductivity (W/m-K)
293 7.5
800 12.3
1600 24.7
3000 32.1别手贱用线性插值,实际材料参数在相变点附近有突变。建议在1700K左右设置个过渡区间,用阶跃函数平滑过渡,否则计算必发散。
最近在搞的激光增材模拟更有意思。多层打印时生死单元法得这么玩:先用Scheme脚本控制激活层:
(define (activate-layer n)
(ti-menu-load-string
(format #f "/solve/set/activate-cell-zone zone-~a yes" n)))每0.5秒激活一个新层,同时记得调整热边界条件。遇到过最奇葩的bug是残差曲线正常但温度场出现马赛克,最后发现是并行计算时区域分解不均匀——把网格划成64x64x64的立方块就稳了。
Fluent仿真分析,代做和模型案例。 焊接熔池模拟,激光增材模拟,激光熔覆。
说点血泪教训:焊接模拟别用四面体网格,熔池边界绝对扭曲。试试六面体主导+边界层加密,y+控制在30左右。有个取巧的办法——在热影响区用局部加密,其他区域用粗网格,速度能快三倍不止。
最后提一嘴材料库的坑。ANSYS自带的库参数都是理想值,实际合金成分偏差能导致熔池深度误差40%以上。建议自己做DSC测试拿相变潜热数据,或者至少找两篇实验论文的数据做交叉验证。
仿真这玩意儿就像炒菜,火候到了自然香。参数调不动了就出去溜达一圈,回来保准有新思路。下次再聊具体案例的骚操作,比如怎么用动网格模拟飞溅金属颗粒——那才是真·显卡杀手。

腾讯云面向开发者汇聚海量精品云计算使用和开发经验,营造开放的云计算技术生态圈。
更多推荐
 1
1 0
0- 0



 已为社区贡献10条内容
已为社区贡献10条内容

所有评论(0)