S7-200 PLC与组态王助力混凝土搅拌站配料系统
基于S7-200 PLC和组态王的混凝土搅拌站配料
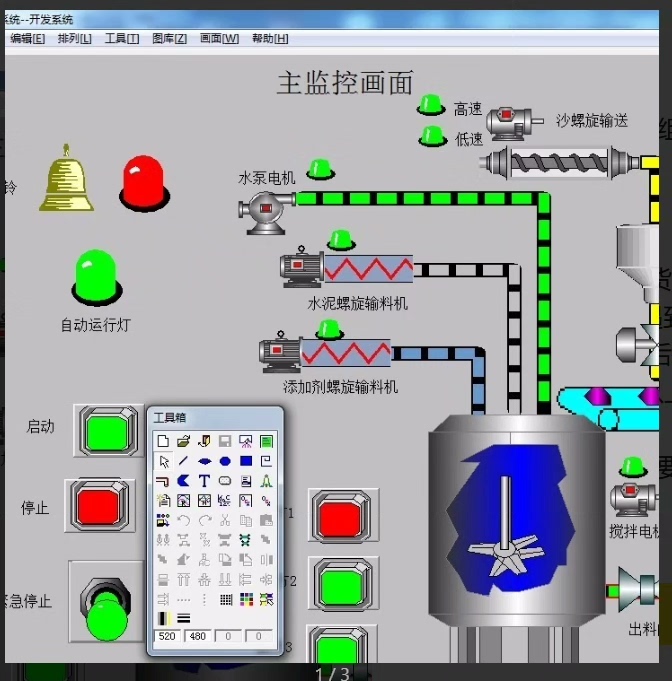
凌晨三点的混凝土搅拌站控制室里,几个电工正对着组态王界面抓耳挠腮。老张抄起改锥在PLC柜门上敲了两下:"这破系统,配料精度怎么老飘?"——十年前我接手这套S7-200+组态王的搅拌站时,遇到的正是这种场景。
核心控制逻辑藏在PLC的梯形图里,咱们先看个称重处理的关键代码段:
// 模拟量处理网络
LD SM0.0
MOVW AIW0, VW100 // 读取称重传感器原始值
ITD VW100, VD200 // 转双整数
DTR VD200, VD204 // 转实数
/R 32000.0, VD204 // 量程标准化
MOVR VD204, VD208 // 当前重量暂存
SUB R 500.0, VD208 // 去皮重处理这段代码干了两件要紧事:把0-20mA信号转成0-50吨的实际重量,顺手把料斗自重给扣了。注意那个32000.0的系数,这是S7-200模拟量模块的满量程数值,当年调试时因为把AI模块拨码开关拨成0-10V量程,结果配料误差直接超3%,现场查了整晚才揪出这个细节。
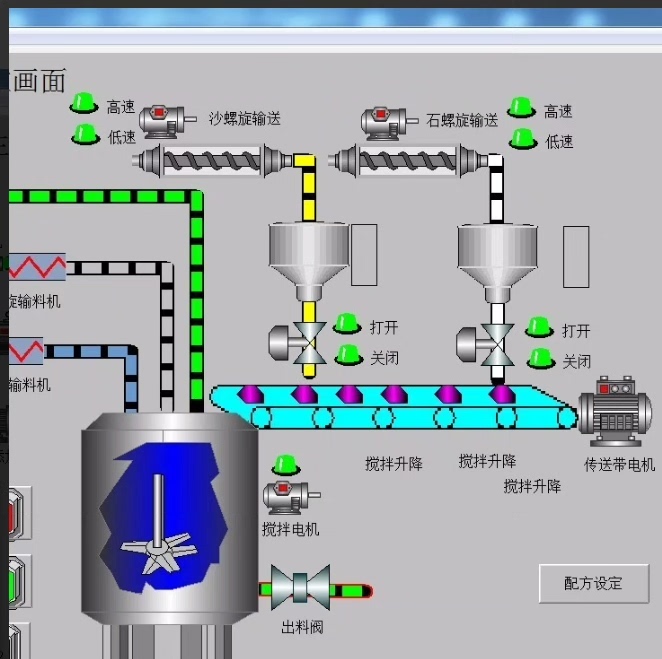
配料精度要稳,PID得玩出花来。来看螺旋输送机的控制策略:
// 骨料配料PID控制
LD SM0.0
CALL SBR1, "骨料PID" // 调用PID子程序
PV:= VD300 // 当前下料量
SP:= VD304 // 目标设定值
GAIN:= 0.8 // 比例系数
TI:= 120.0 // 积分时间
TD:= 2.0 // 微分时间
OUT:= AQW0 // 输出到变频器有意思的是这里的积分时间设了120秒——这是被现实毒打后的经验值。混凝土配料讲究"快慢结合",初始阶段全速下料,接近目标值时切到微调。有次项目把TI设成30秒,结果骨料在目标值附近来回震荡,活生生把配料时间拉长两分钟。
基于S7-200 PLC和组态王的混凝土搅拌站配料
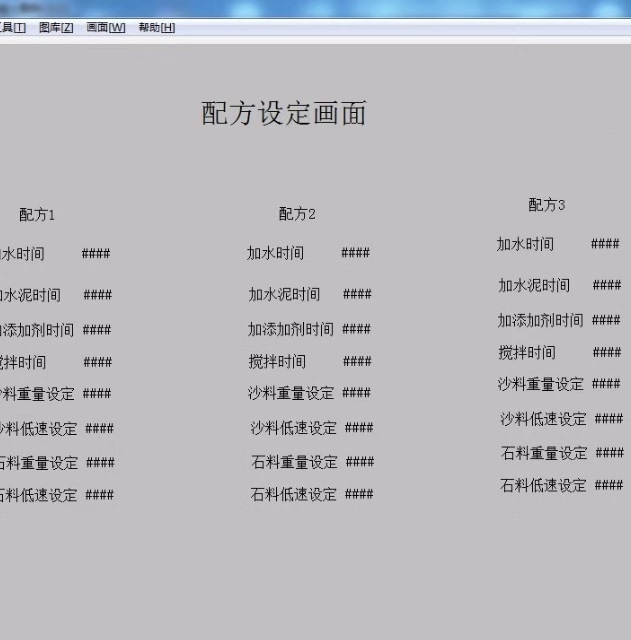
组态王界面才是操作工的主战场。在开发HMI时,最受欢迎的是这个配方选择功能:
// 配方加载脚本
long recipeNo = GetTagDouble("配方编号");
SetTagChar("配方名称", GetRecipeName(recipeNo));
WriteDevice(PLC, "VW400", recipeNo*2); // S7-200字地址偏移处理这里藏着个地址偏移的坑:S7-200的V存储区按字寻址,而组态王默认按字节处理。有次客户新增了第33个配方,结果读取地址越界导致PLC死机,最后用recipeNo*2的偏移量才解决。
说到通讯,S7-200的PPI协议堪称"古典派艺术"。调试时发现个诡异现象:当组态王同时读取超过8个实时数据时,PLC的通信红灯就开始闪。后来用了个土法子——把数据分批次读取,间隔100ms,这才稳住通信。现在想起来,这大概就是最早的"数据分帧"实践。
实战中攒下的几个狠招:
- 在称重传感器信号线上套磁环,能干掉90%的变频器干扰
- 往水泥仓振打电机控制回路里加个0.5秒的脉冲展宽,破除了"假料位"故障
- 用S7-200的T32定时器做累积量统计,比普通定时器准三个数量级
去年回访老客户,看见十年前那套系统还在服役。操作工老王指着屏幕上的趋势曲线说:"这老伙计配料误差还能控制在±0.5%内,比新上的智能系统都稳。"或许,正是这些带着烙铁味的编程细节,让老设备在工业4.0时代依旧坚挺。

腾讯云面向开发者汇聚海量精品云计算使用和开发经验,营造开放的云计算技术生态圈。
更多推荐
 11
11 0
0- 0



 已为社区贡献19条内容
已为社区贡献19条内容

所有评论(0)