No.1161 S7-200 PLC与MCGS组态的灌装贴标控制系统:包含梯形图程序、接线图原...
No.1161 基于S7-200 PLC和MCGS组态的灌装贴标控制系统控制系统 带解释的梯形图程序,接线图原理图图纸,io分配,组态画面
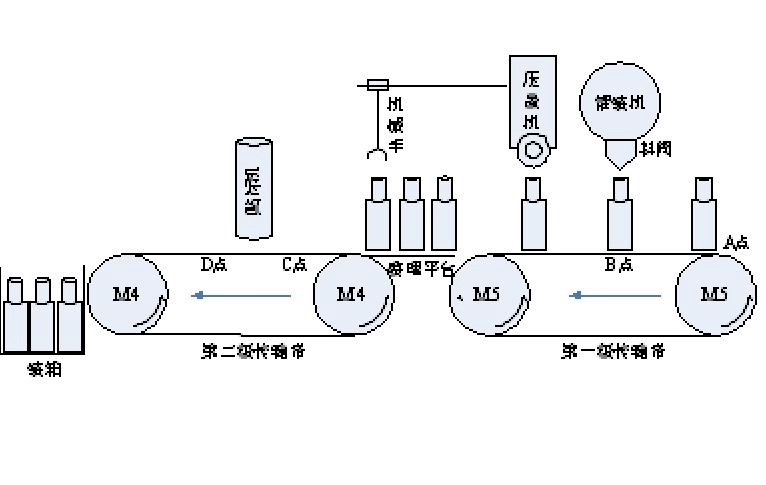
老张在饮料厂干了十几年设备维护,去年厂里上马新灌装线时碰上个棘手活儿——原来的继电器控制系统三天两头出故障,这回非得改造成PLC+组态的自动线不可。今天咱们就来唠唠这个基于S7-200和MCGS的灌装贴标系统,保准让刚入行的兄弟也能整明白。
先看硬件配置这块骨头。核心用的是西门子S7-224XP,自带14输入/10输出,刚好够用。重点说说关键的IO分配:X0接急停按钮,X1是光电开关检测空瓶到位,X2液位传感器,X3贴标机准备信号。输出端Y0控制灌装电磁阀,Y1管传送带电机,Y2负责贴标机启动。记得在PLC输入端并个0.1uF电容,现场变频器干扰大着呢。
梯形图程序里有个经典的自锁结构得重点说说:
Network 1
LDN X0 // 急停未触发
O M0.0 // 或运行标志
AN X0 // 且急停未触发
= M0.0 // 形成自锁
Network 2
LD M0.0
A X1 // 检测到空瓶
TON T37, 50 // 延时0.5秒防抖
= Y1 // 启动传送带
Network 3
LD T37
A X2 // 液位到位
= Y0 // 开启灌装阀这段程序妙在三个地方:急停采用常闭触点直接切断自锁回路;T37定时器既防抖动又控制灌装时机;M0.0这个中间继电器把系统运行状态锁得死死的。调试时发现要是把T37改成100ms时基,精度还能再提三成。
No.1161 基于S7-200 PLC和MCGS组态的灌装贴标控制系统控制系统 带解释的梯形图程序,接线图原理图图纸,io分配,组态画面
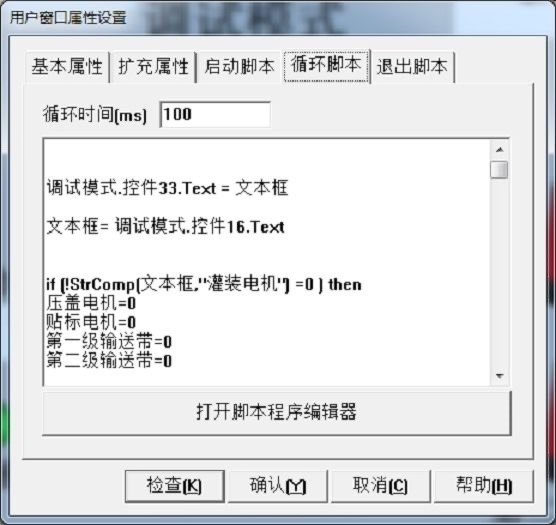
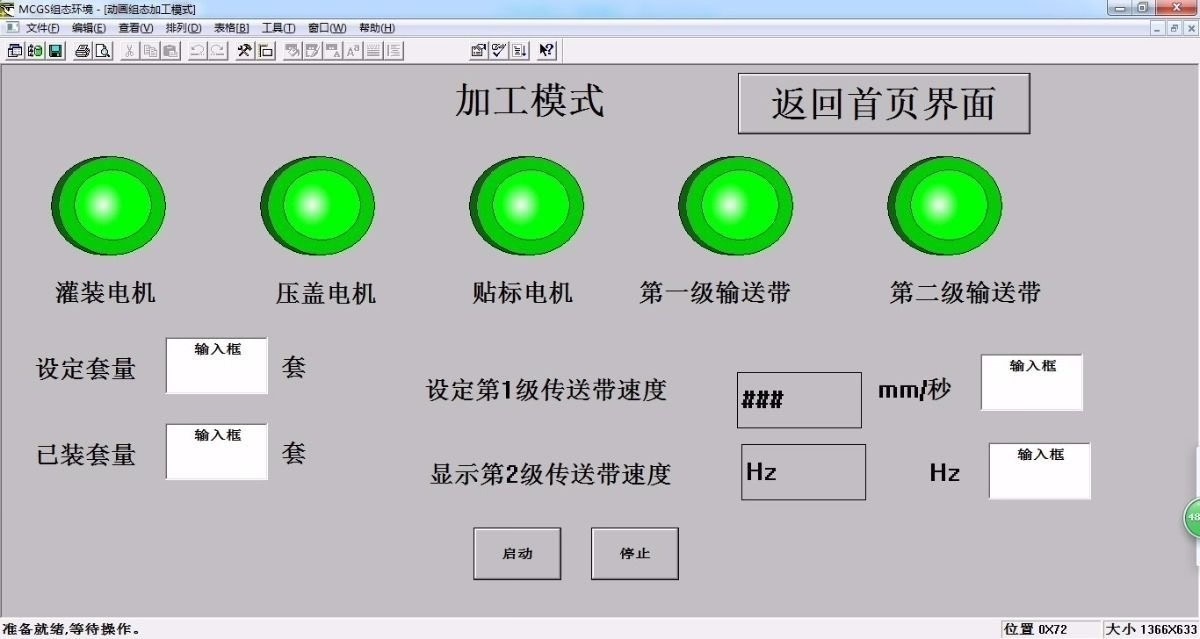
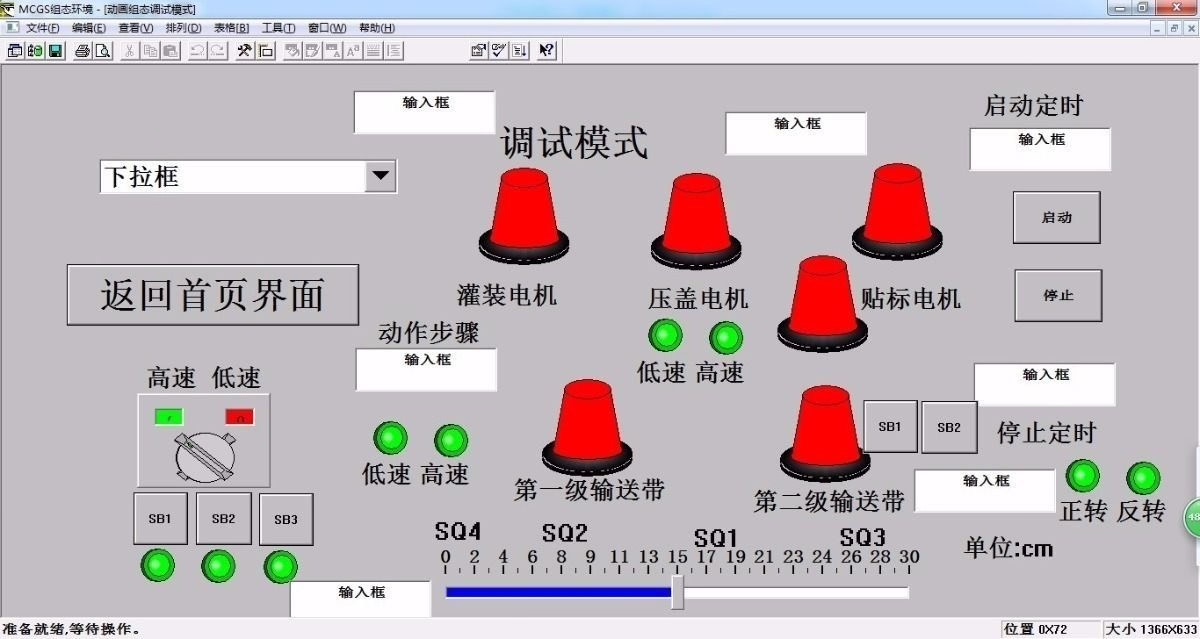
组态画面设计讲究个"所见即所得"。在MCGS里做动画连接时,传送带电机用水平移动属性绑定Y1状态,位移量设成$Counter*5(这个5是像素/秒的移动系数)。灌装进度条直接读取VW10寄存器,这寄存器在PLC里用MOV指令把当前计时值传进去。重点说个骚操作——在"急停复位"按钮的脚本里写了个:
!SetDevice(PLC1, 6, "M0.0=0;Y0=0;Y1=0;Y2=0")这招直接把所有输出口和运行标志一键清零,比在PLC程序里做复位利索多了。画面上的报警弹窗要设置循环查询,用X0和X3做触发条件,记得加个500ms的查询周期,不然组态软件能把你CPU跑崩了。
最后说说现场调试的血泪教训:贴标机的X3信号必须加中间继电器隔离,PLC的输入口扛不住24V以上的浪涌;灌装阀的Y0输出务必并个续流二极管,电磁阀关断时的反向电动势能让输出模块提前退休。这些坑可都是真金白银买来的经验,比教科书管用多了。
这套系统跑起来之后,灌装效率从每分钟60瓶提到了85瓶,关键是再没出现过贴标错位的低级故障。下次要是遇上类似项目,记住这几个要点准保不翻车——可靠的硬件接线是根基,干净的自锁程序是灵魂,组态画面就得做得让操作工一眼能看懂。这行当里,能把复杂逻辑讲简单了才是真本事。

腾讯云面向开发者汇聚海量精品云计算使用和开发经验,营造开放的云计算技术生态圈。
更多推荐
 6
6 0
0- 0



 已为社区贡献8条内容
已为社区贡献8条内容

所有评论(0)