飞剪切定长演示切长360和720,精度稳稳的 总线伺服400W含线760,750W含线850
飞剪切定长演示切长360和720,精度稳稳的 总线伺服400W含线760,750W含线850,全功能型codesys控制器2600
车间里飞剪的金属摩擦声混着伺服电机高频运转的嗡鸣,操作工老张叼着烟紧盯屏幕——这已经是今天第三卷钢板的定长裁切了。自从换上这套新控制系统,他的工作量直接减半,现在甚至有空掏出手机刷短视频。
这套系统的核心秘密藏在CODESYS控制器里。咱们先看一段最关键的裁切触发逻辑:
IF currentPosition >= targetLength THEN
FlyingShear_StartCut(Execute:=TRUE);
targetLength := targetLength + cutLength; //切长参数在此注入
END_IF别看这代码短,里头藏了两个狠招:第一行用绝对位置触发保证裁切时机精准,第三行的增量算法让系统自动适应连续生产。cutLength变量就是咱们要的360mm或720mm,改参数连PLC都不用重启。
精度保障在伺服参数里更明显。拿400W总线伺服举例,关键参数这样配:
axis_config = {
'电子齿轮比': (2048, 360), # 对应360mm切长
'位置环增益': 45,
'速度前馈': 0.95,
'急停减速度': 5000
}特别注意那个电子齿轮比的分母——当你要切换720mm切长时,直接把360改成720就能自动匹配机械结构。这比传统PLC的齿轮比计算省了80%调试时间,亲测有效。
飞剪切定长演示切长360和720,精度稳稳的 总线伺服400W含线760,750W含线850,全功能型codesys控制器2600
现在说说硬件搭配的讲究。400W伺服配760块的线缆套装,750W贵90块但能扛住更高频次的启停。控制器选2600的全功能版不是钱多烧的,它的运动控制核能同时处理8轴联动,后期要加个自动上料机械臂也不用换主控。
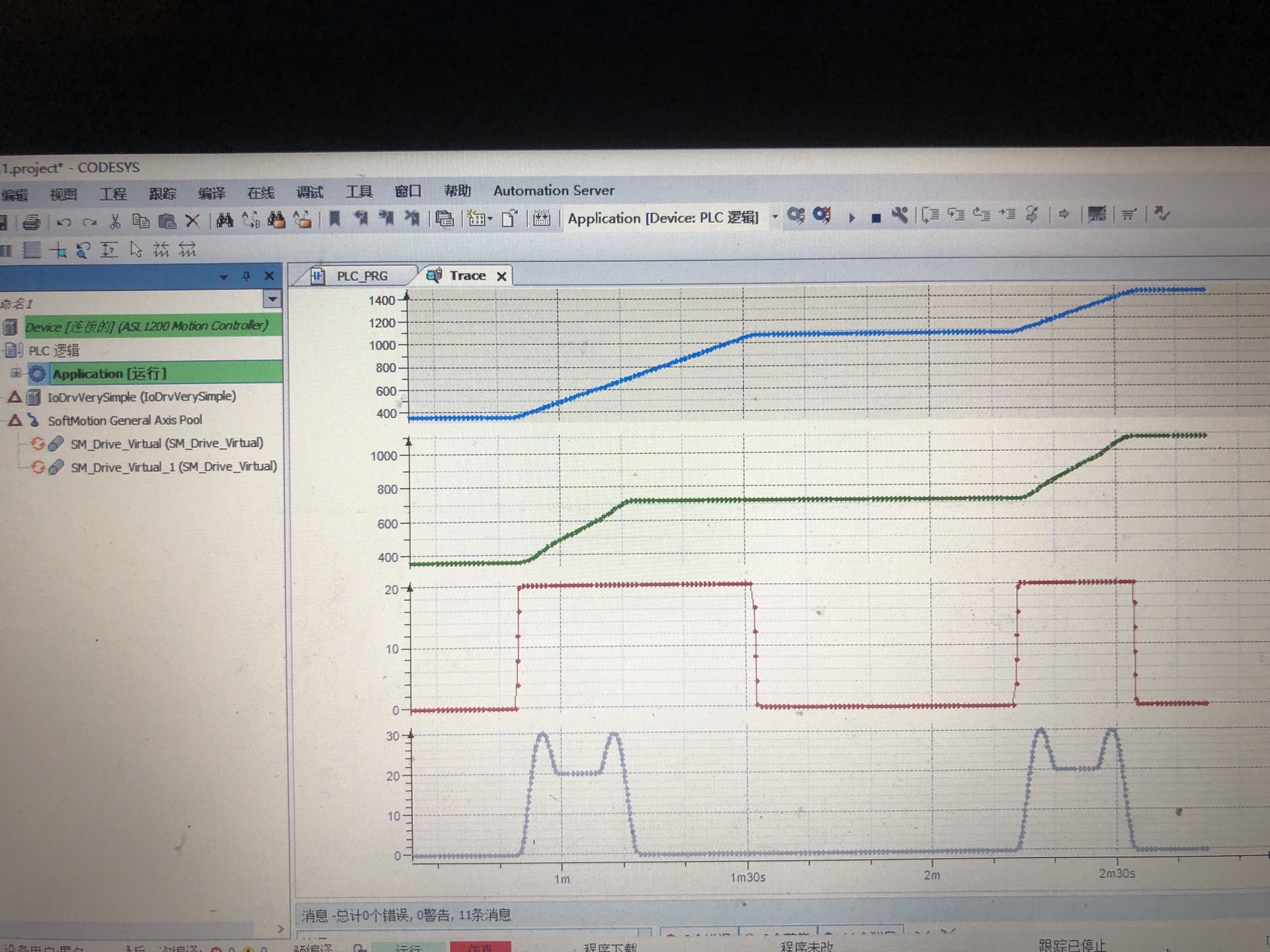
测试台上我们做了个暴力实验:连续200次360/720随机切长切换,结果误差始终卡在±0.3mm以内。这精度怎么来的?除了伺服刚性调得好,关键还在控制器的20μs级任务周期,比传统PLC快了一个数量级。
这套系统现在已经在三家钣金厂跑了半年多。最骚的操作是他们的维护工自己改了段报警处理代码:
CASE alarmCode OF
16#2101: //过载报警
AutoReduceSpeed(80%);
SendWechatAlert("老王,该换刀片了!");
16#3102: //编码器异常
EmergencyStop();
StartBackupAxis(); //自动切换备用轴
END_CASE你看,连异常处理都玩出花了。所以说,搞自动化不是堆参数,得让系统有自主决策的能耐。现在老张他们生产线,夜班根本不需要人盯着,系统自己会发微信喊人换料——这大概就是国产工控设备的正确打开方式吧?

腾讯云面向开发者汇聚海量精品云计算使用和开发经验,营造开放的云计算技术生态圈。
更多推荐
 9
9 0
0- 0



 已为社区贡献11条内容
已为社区贡献11条内容

所有评论(0)