基于S7-200 PLC与组态王的物料传送系统货车装料仓出料自动化方案与实现
·
基于S7-200 PLC和组态王物料传送系统货车装料料仓出料 带解释的梯形图程序,接线图原理图图纸,io分配,组态画面
大半夜调试完的传送带还在嗡嗡响,我蹲在车间角落里嗦着泡面,突然想起来这个PLC料仓控制的活其实挺有意思的。今天就跟大伙唠唠怎么用S7-200和组态王折腾这套货车装料系统,保准比教科书上的案例接地气。
先说核心的料仓出料控制,咱们的梯形图得这么画(关键部分截取):
Network 1
LD I0.0 // 料位低信号
TON T37, 50 // 延时5秒防误报
A T37
= Q0.0 // 启动螺旋输送机
Network 2
LD I0.1 // 货车到位检测
O Q0.1 // 手动模式保持
AN I0.2 // 急停按钮
= M0.0 // 总允许信号
Network 3
LD M0.0
A I0.3 // 启动按钮上升沿
S Q0.2, 1 // 打开气动闸板这个逻辑最骚的是T37定时器的用法,料位低了不能马上动作,得等5秒确认不是传感器抽风。上次隔壁老王的产线就是没加这个延时,结果螺旋输送机差点把料仓掏空。
接线这块容易踩坑,特别是接近开关的NPN/PNP类型。记得S7-200的DI模块是漏型输入,24V负极接COM端。我上次接反了,传感器亮灯正常但PLC死活读不到信号,折腾半宿才发现问题。关键接线节点:
- 料位计信号线(棕色)→ I0.0
- 接近开关蓝线→ 0V,黑线→ I0.1
- 闸板电磁阀红线→ Q0.2并接续流二极管
IO分配表得按实际点位来,这里给个参考模板:
| 设备 | 地址 | 类型 |
|---|---|---|
| 料位低传感器 | I0.0 | 数字量 |
| 货车到位开关 | I0.1 | 数字量 |
| 急停按钮 | I0.2 | 常闭点 |
| 螺旋输送机 | Q0.0 | 继电器 |
| 气动闸板 | Q0.2 | 晶体管 |
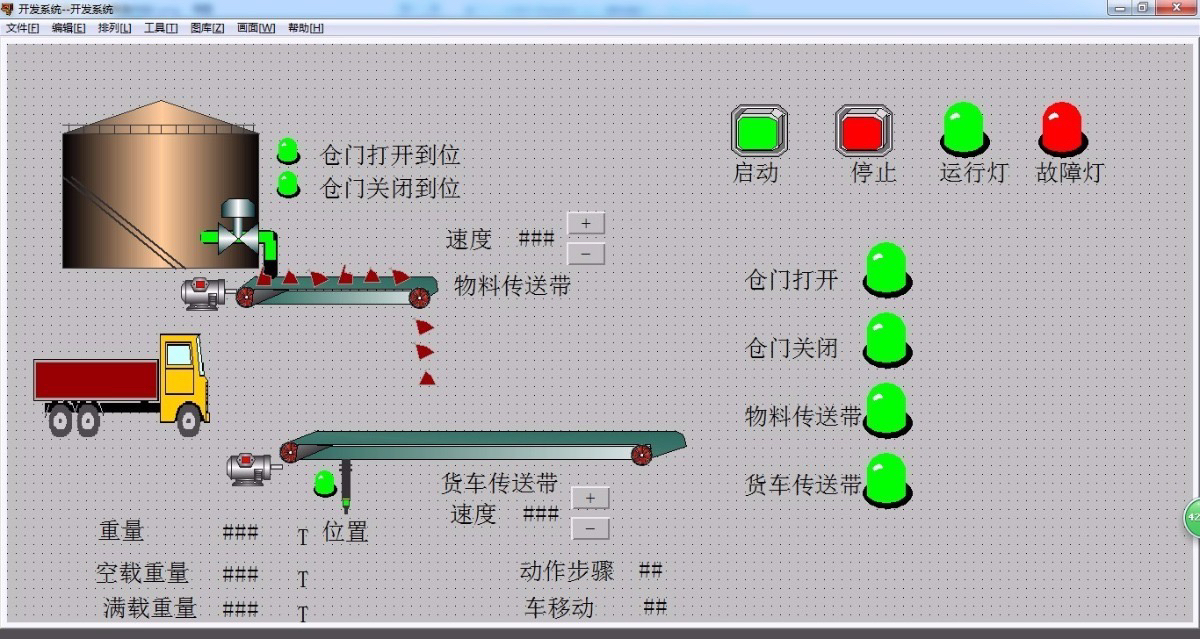
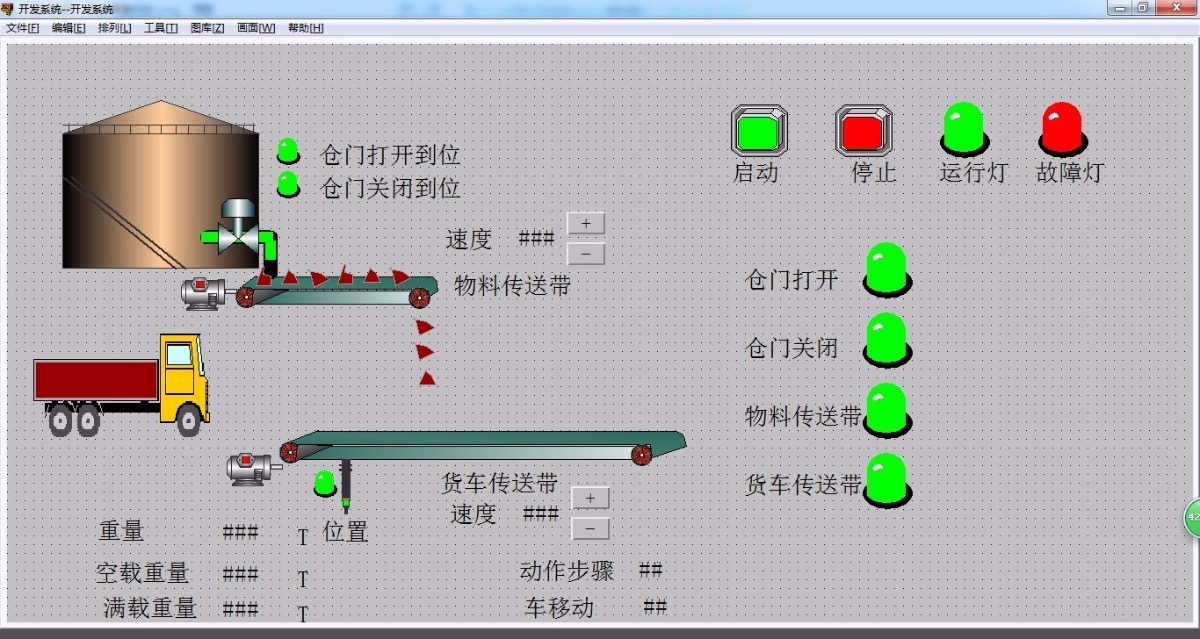
组态王画面上要突出三个重点区域:
- 动态料仓示意图:用填充度表示料位,颜色随存量变化(绿色→黄色→红色)
- 货车装载进度条:关联VW100数据寄存器,用Scale控件做动画
- 手动/自动切换面板:带操作权限分级,工程师密码是"110120"(别告诉甲方是我设的)
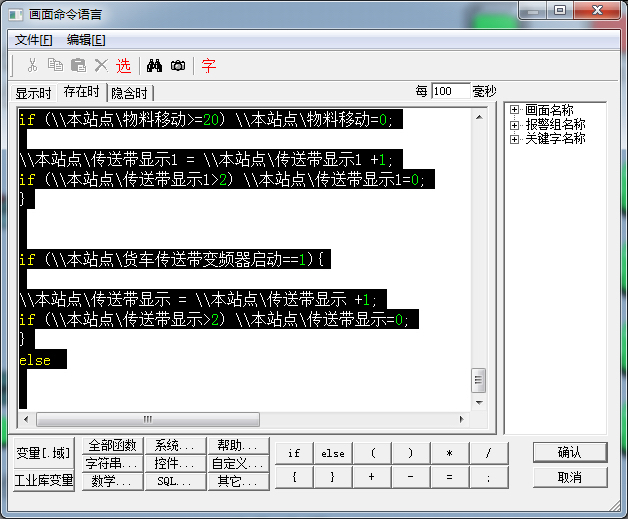
调试时遇到过个邪门问题:自动模式下闸板偶尔会抽搐式开合。后来用状态监控抓包发现是Q0.2的输出点被别的网络误触发,加了个互锁触点才解决。所以提醒各位,写逻辑时多用M点做中间状态隔离,别直接拿输入信号驱动输出。
这套系统跑顺了之后,装车效率从每小时15辆提到22辆,最关键是避免了以前人工操作经常出现的冒仓事故。下次有机会再跟大伙唠唠怎么在组态王里做异常报警统计,那玩意儿可比Excel报表直观多了。

腾讯云面向开发者汇聚海量精品云计算使用和开发经验,营造开放的云计算技术生态圈。
更多推荐
 5
5 0
0- 0



 已为社区贡献9条内容
已为社区贡献9条内容

所有评论(0)