注塑机控制实战】手把手拆解S7-200 PLC硬核玩法
No.1023 基于S7-200 PLC和组态王注塑机控制系统 带解释的梯形图程序,接线图原理图图纸,io分配,组态画面
注塑产线上轰鸣的机器背后,一套靠谱的PLC控制系统才是真正的灵魂选手。今天咱们直接上干货,拿S7-200 PLC和组态王搭的注塑机控制系统开刀,从接线到梯形图,从IO分配到组态画面,把工业控制的裤衩都给扒干净了看。
先说硬件布局,24点数字量模块(EM223)接急停、安全门这些要命信号,4路模拟量模块(EM231)负责怼温度传感器。IO分配表长这样:
//--- 输入点位速记 ---
I0.0 急停按钮(常闭)
I0.1 安全门限位
I1.0 料筒温度1(PT100转4-20mA)
//--- 输出分配清单 ---
Q0.0 合模电磁阀
Q0.3 注射马达
AQW0 加热器PID输出
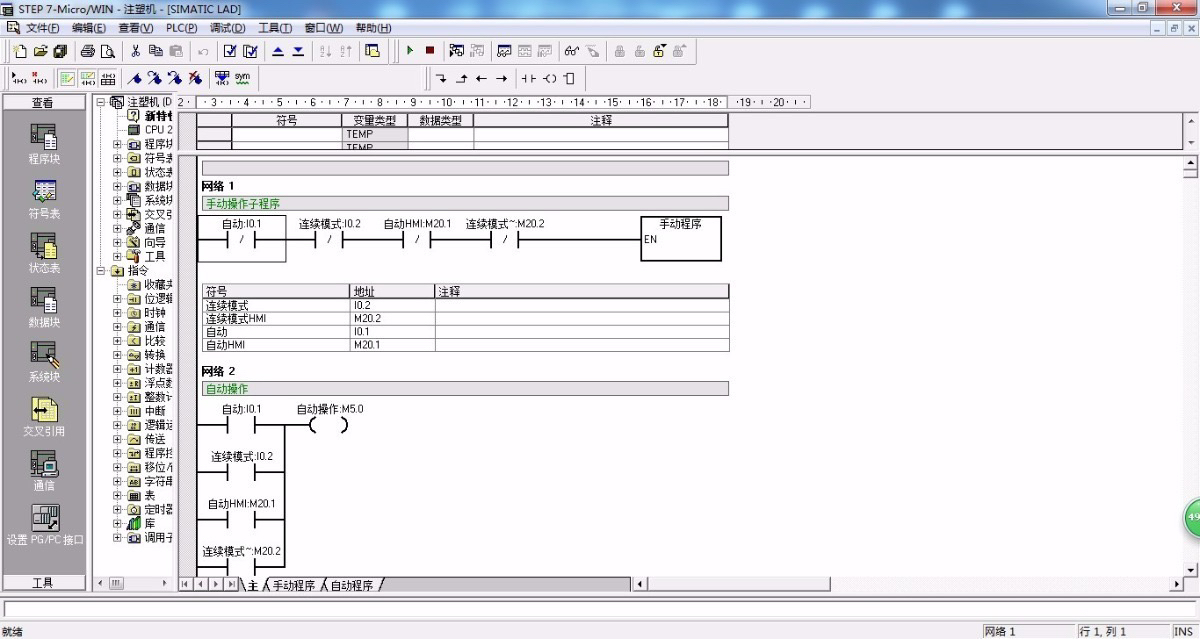
重点看急停处理这段梯形图:
|--|/|--(RST)--| //I0.0常闭触点
| Q0.0 | //急停触发时立即复位合模输出
|--|/|--(MOV)---| //同时清零注射速度设定值
| VD100,0 |
这里用了硬线急停直接切断输出,软件层面还补刀复位关键参数,双重保险防炸机。搞自动化的都懂,安全回路必须玩真的,出事故可不是闹着玩的。
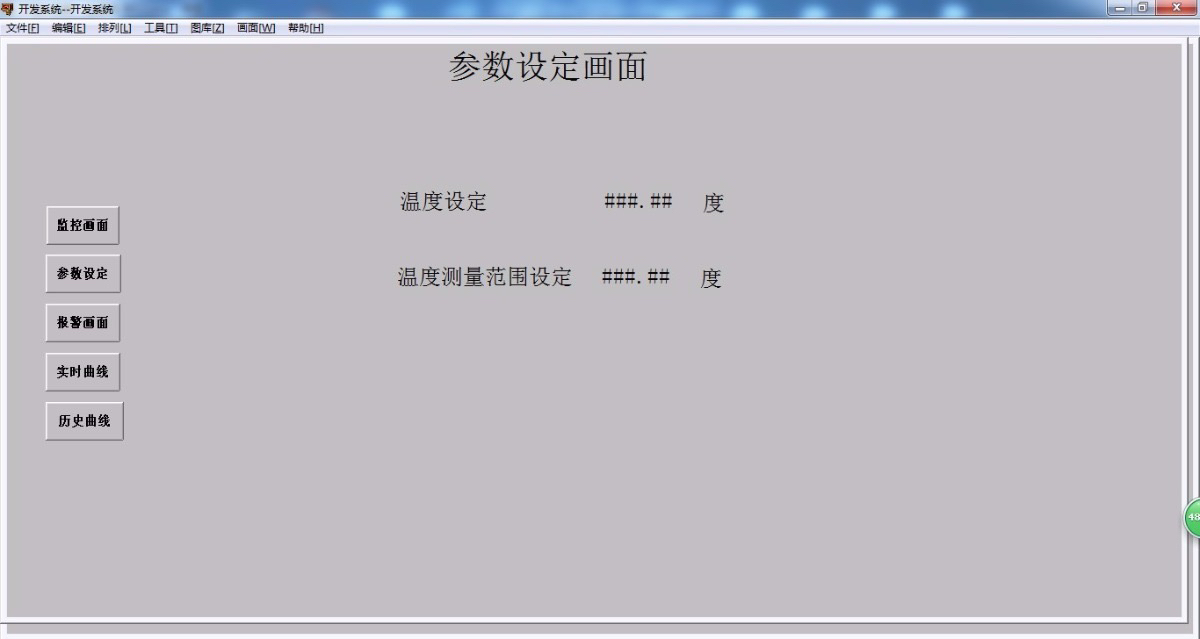
温度控制这块得祭出PID指令:
MOVR 180.0, VD200 //设定温度180℃
MOVR PV, VD204 //当前温度值
PID VB100, VD200, VD204, AQW0 //输出到加热器
重点注意S7-200的PID指令得先初始化向导,别傻乎乎直接调。当年我就踩过坑,参数没整对直接给加热管干红了,车间主任差点没把我头拧下来。
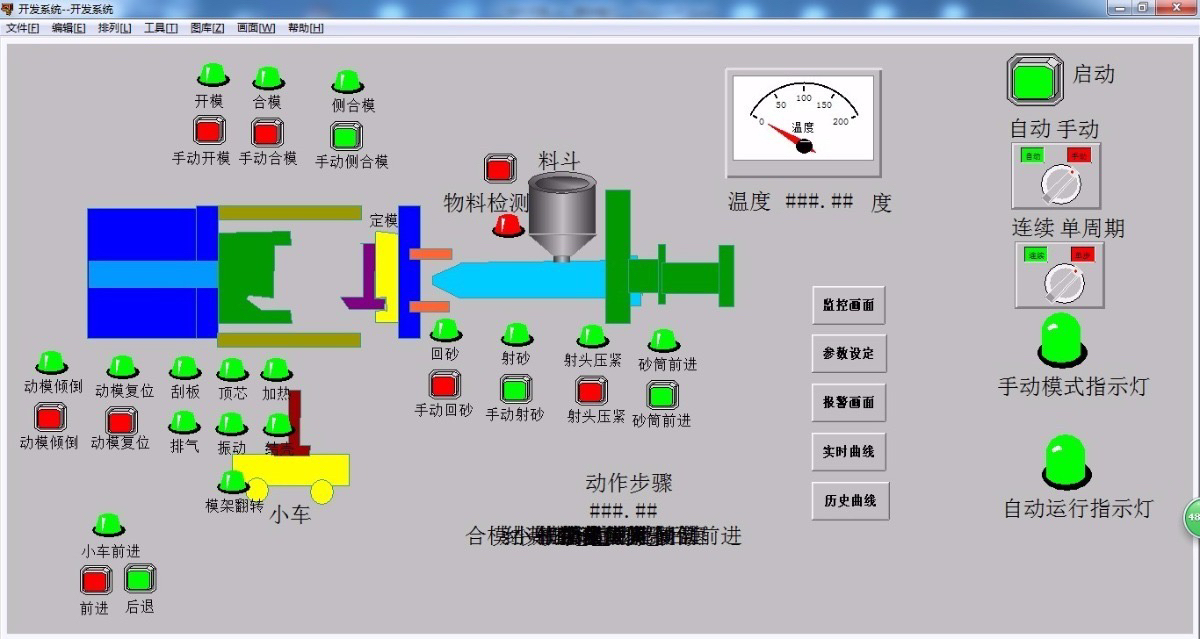
组态王画面设计有讲究,主界面必须突出三个要素:
- 动态模具开合动画(绑定Q0.0状态)
- 温度曲线趋势图(每秒采集VD204)
- 红色报警弹窗(当T1>190℃触发)
关键技巧是用\\本站点\PLC1.Q0.0这种地址格式直连变量,动画脚本里加个条件判断:
IF \\本站点\PLC1.I0.0 == 0 THEN
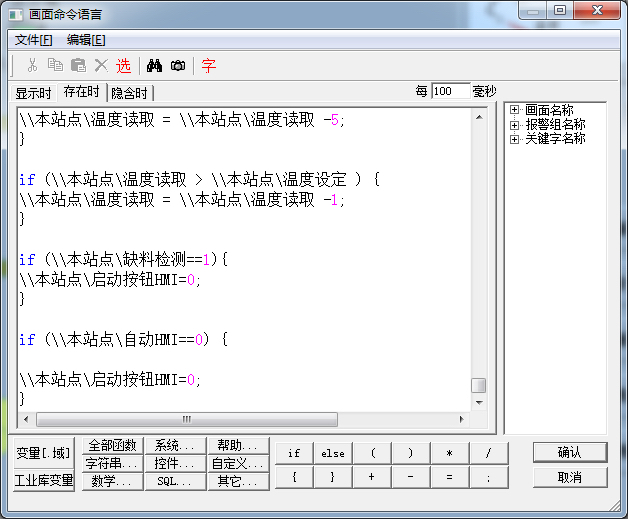
Alarm("急停触发!")
ENDIF
调试时最容易翻车的地方在模拟量滤波,特别是PT100信号容易受变频器干扰。建议在EM231模块上加个RC滤波电路,程序里再做移动平均:
MOVW AIW0, VW300
+I VW302, VW300
/I 4, VW300 //4次采样取平均
最后说个血泪教训:接线时千万把PE端接瓷实了,上次有个兄弟地线虚接导致Q0.2输出飘忽不定,电磁阀跟抽风似的乱跳,整个注塑件出模时直接喷出来,场面堪比爆破现场...
这套系统跑起来之后,别忘了在组态王里做操作日志功能。用脚本把每次报警事件写入CSV文件,回头设备出毛病了直接查日志,比老师傅的直觉靠谱多了。
(注:文中涉及原理图、完整梯形图等资料,老规矩三连后私信踹我)

腾讯云面向开发者汇聚海量精品云计算使用和开发经验,营造开放的云计算技术生态圈。
更多推荐
 4
4 0
0- 0



 已为社区贡献11条内容
已为社区贡献11条内容

所有评论(0)