西门子200smart三轴桁架机械手上下料程序全解析
07西门子200smart三轴桁架机械手上下料程序,用西门子smart200 ST40 脉冲控制3轴伺服程序,西门子触摸屏程序,详细注释,IO表,电气原理图全套资料
最近搞了个 07 西门子 200smart 三轴桁架机械手上下料的项目,这里跟大家分享下其中用到的西门子 smart200 ST40 脉冲控制 3 轴伺服程序以及西门子触摸屏程序,还会附上详细注释、IO 表和电气原理图全套资料,希望对搞自动化控制相关的朋友有所帮助。
一、IO 表
在开始程序编写前,我们先明确下 IO 分配,这就好比是我们程序的“地址簿”,知道每个信号该从哪来,到哪去。
| 地址 | 功能描述 |
|---|---|
| I0.0 | 启动按钮 |
| I0.1 | 停止按钮 |
| Q0.0 | X 轴伺服脉冲输出 |
| Q0.1 | X 轴伺服方向输出 |
| Q0.2 | Y 轴伺服脉冲输出 |
| Q0.3 | Y 轴伺服方向输出 |
| Q0.4 | Z 轴伺服脉冲输出 |
| Q0.5 | Z 轴伺服方向输出 |
| …… | …… |
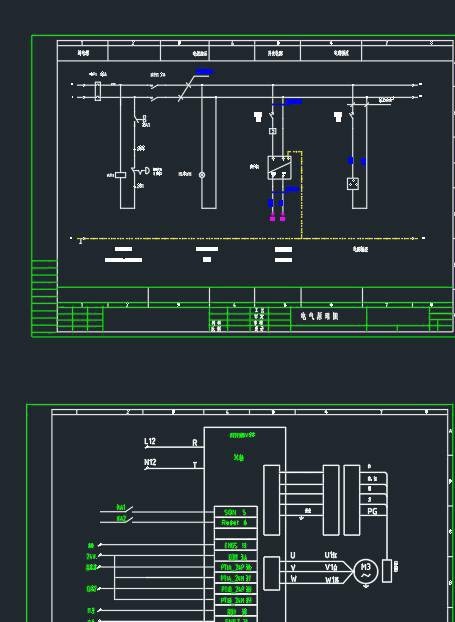
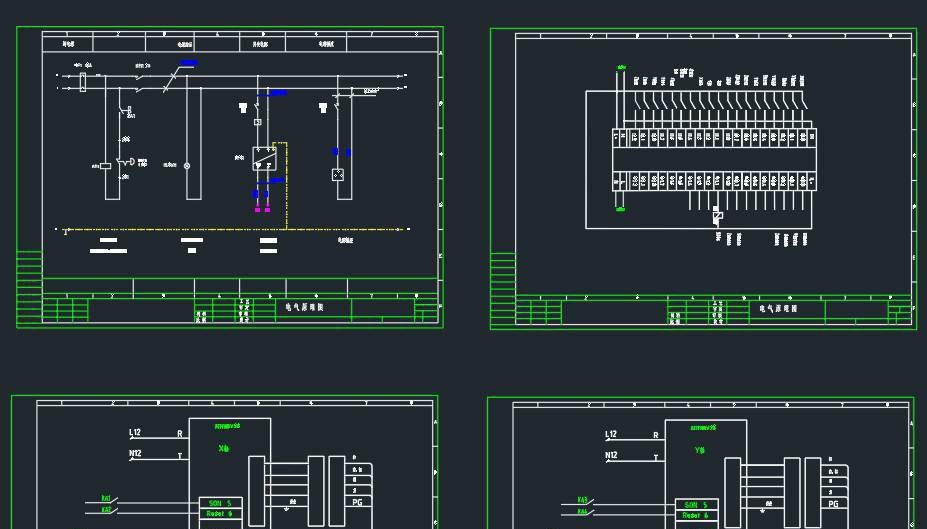
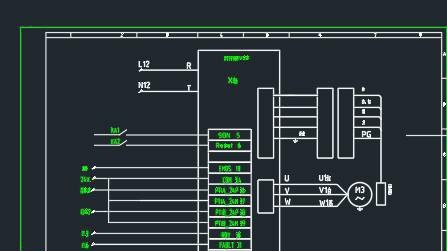
二、电气原理图
电气原理图是整个硬件连接的蓝图,它清晰展示了各个设备之间的电气连接关系。由于这里没办法直接画出来,简单说下,西门子 smart200 ST40 通过高速脉冲输出点与伺服驱动器连接,实现对伺服电机的精确控制。伺服驱动器接收 PLC 发出的脉冲和方向信号,驱动伺服电机运转。而按钮、传感器等输入信号连接到 PLC 的输入点,执行机构如电磁阀等连接到 PLC 的输出点。触摸屏通过通信线与 PLC 相连,实现人机交互。
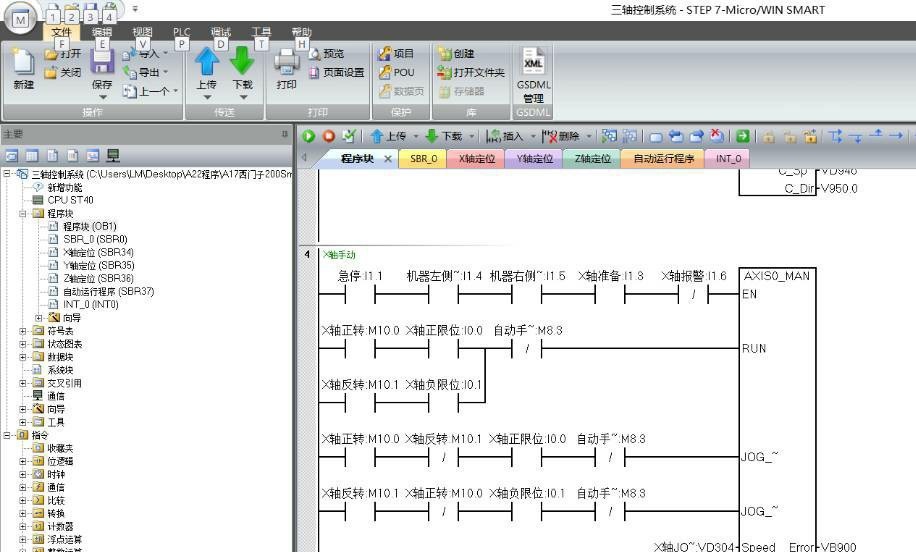
三、西门子 smart200 ST40 脉冲控制 3 轴伺服程序
初始化部分
// 初始化高速脉冲输出
SMB67 = 16#81; // 配置 HSC0 为模式 1,允许计数,更新当前值
HDEF 0, 1; // 定义 HSC0 为高速计数器模式 1
SMD72 = 0; // 当前值清零
SMB77 = 16#81; // 配置 PTO0 为控制字节,允许 PTO 输出,选择微秒为时间基准
SMW78 = 10000; // 设置 PTO0 的周期为 10000 微秒
PLS 0; // 启用 PTO0 输出这里先对高速脉冲输出进行初始化设置,像 SMB67、SMB77 等特殊寄存器用来配置高速计数器和脉冲输出的模式、参数等。HDEF 指令定义高速计数器模式,SMD72 用来清零计数器当前值,SMW78 设置脉冲周期,最后 PLS 指令启用脉冲输出。
运动控制部分
// X 轴正向运动
A I0.2; // 假设 I0.2 是 X 轴正向运动按钮
= Q0.1; // 使能 X 轴正向方向输出
SBR0; // 调用子程序 SBR0 来控制 X 轴脉冲输出
// X 轴负向运动
A I0.3; // 假设 I0.3 是 X 轴负向运动按钮
R Q0.1; // 使能 X 轴负向方向输出
SBR1; // 调用子程序 SBR1 来控制 X 轴脉冲输出在这部分,通过判断不同按钮的输入状态,来决定轴的运动方向,同时调用相应的子程序来精确控制脉冲输出,实现轴的运动。
子程序示例(以 X 轴正向运动控制为例)
// SBR0 子程序
SMW168 = 100000; // 设置脉冲数为 100000
SMB167 = 16#85; // 配置 PTO0 为控制字节,允许 PTO 输出,更新脉冲数和周期,选择微秒为时间基准
SMW170 = 10000; // 设置 PTO0 的周期为 10000 微秒
PLS 0; // 启用 PTO0 输出在这个子程序里,设置了 X 轴正向运动所需的脉冲数、脉冲周期等参数,然后再次通过 PLS 指令输出脉冲,驱动 X 轴伺服电机正向转动。
四、西门子触摸屏程序
西门子触摸屏主要用于操作人员与设备进行交互,实时监控和控制机械手的运行状态。
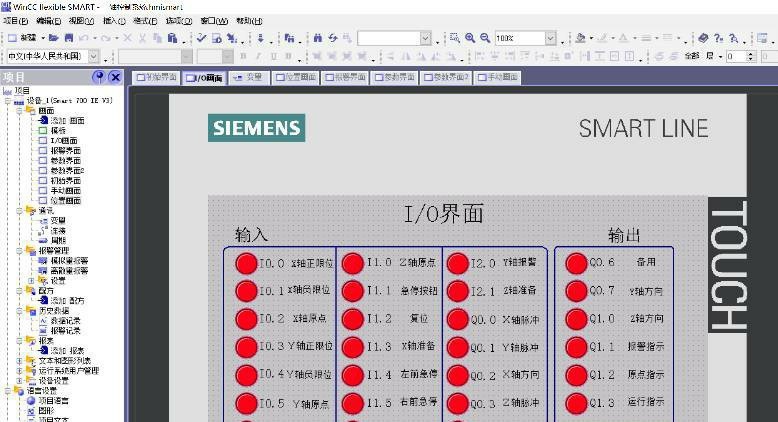
界面设计
在触摸屏界面设计上,我们会有主界面,上面有启动、停止按钮,以及各轴的手动控制按钮。还有状态监控界面,可以实时显示各轴的当前位置、运行速度等信息。
变量关联
通过 WinCC flexible 等软件,将触摸屏上的按钮、文本框等控件与 PLC 中的变量进行关联。比如触摸屏上的启动按钮关联到 PLC 的 I0.0 输入点对应的变量,这样操作人员在触摸屏上点击启动按钮,就相当于按下了实际的启动按钮,PLC 程序开始响应。
07西门子200smart三轴桁架机械手上下料程序,用西门子smart200 ST40 脉冲控制3轴伺服程序,西门子触摸屏程序,详细注释,IO表,电气原理图全套资料
好了,以上就是 07 西门子 200smart 三轴桁架机械手上下料程序相关的主要内容,从 IO 表、电气原理图到 PLC 程序和触摸屏程序,希望能给你的项目开发带来一些思路和参考。如果大家有什么问题,欢迎在评论区交流。



腾讯云面向开发者汇聚海量精品云计算使用和开发经验,营造开放的云计算技术生态圈。
更多推荐
 5
5 0
0- 0



 已为社区贡献12条内容
已为社区贡献12条内容

所有评论(0)