三菱PLC与MCGS触摸屏在自动分拣控制系统中的组合应用:程序梯形图、接线图与组态画面解析
中午蹲在车间调试自动分拣系统,传送带上的金属传感器突然亮起红灯,PLC的Y2输出点死活不动作。摸出万用表一通排查,发现是光电开关的棕色线接到了PLC的0V端子——得,又得重新理线。物料统计数字用了个会跳动的LED字体,运行时的传送带动画其实是把静态图片做成逐帧切换的,看起来就像真在转一样。调试时拿个金属片反复划过传感器,用GX Works2的在线监测看T0的当前值变化,发现实际需要调整到80ms才
三菱PLC程序MCGS触摸屏组态材料自动分拣控制系统 带解释的梯形图接线图原理图图纸,io分配,组态画面
中午蹲在车间调试自动分拣系统,传送带上的金属传感器突然亮起红灯,PLC的Y2输出点死活不动作。摸出万用表一通排查,发现是光电开关的棕色线接到了PLC的0V端子——得,又得重新理线。今天咱们就唠唠这套折腾人的自动分拣系统怎么玩转。
硬件搭台子先得整明白
控制柜里FX3U-48MT的PLC带着24个输入点和16个输出点,IO分配表建议拿Excel画个这样的:
| PLC点位 | 设备 | 类型 |
|---|---|---|
| X0 | 启动按钮 | NO触点 |
| Y0 | 传送带电机 | 继电器 |
| X3 | 金属传感器 | NPN型 |
| Y2 | 电磁推杆 | 晶体管 |
重点注意传感器供电:欧姆龙E2B三线制传感器的茶色线接24V+,蓝色接0V,黑色信号线接X3。新手常犯的错是把棕色和蓝色接反,这时候传感器LED灯会常亮但PLC死活收不到信号。
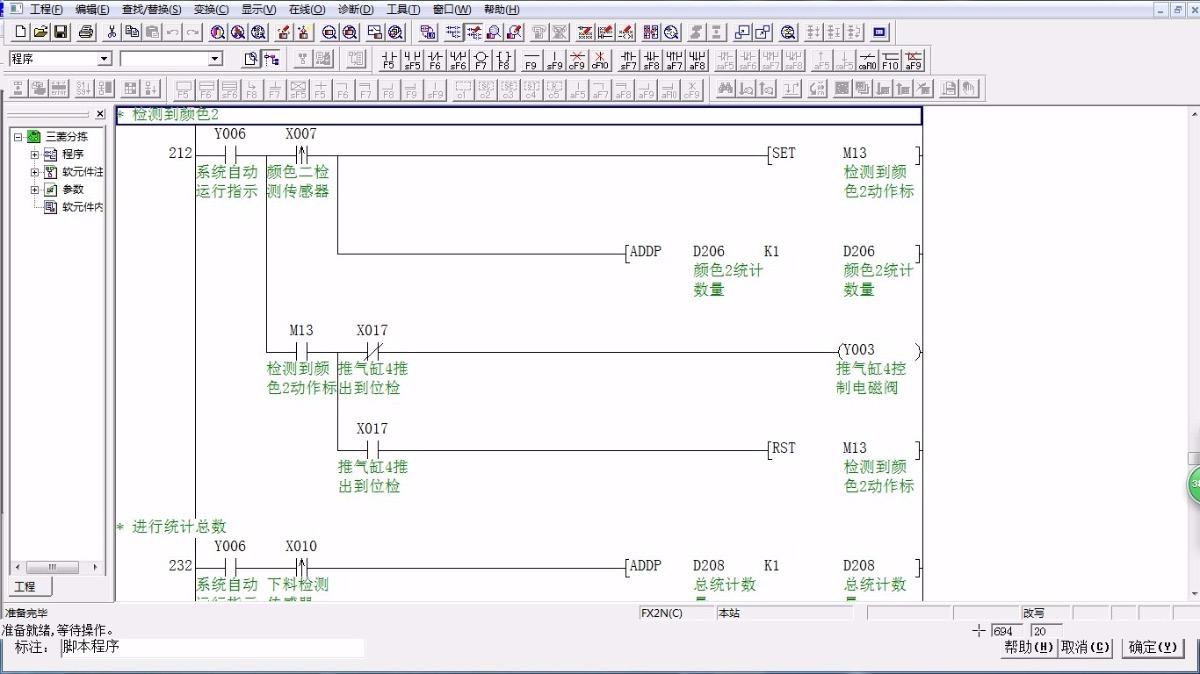
梯形图藏着车间老师的经验
三菱PLC程序MCGS触摸屏组态材料自动分拣控制系统 带解释的梯形图接线图原理图图纸,io分配,组态画面
主控电路用了个带自锁的经典启停结构:
NETWORK 1
|---[X0]---[SET Y0]---(自锁)
|---[X1]---[RST Y0]金属检测部分最有意思,得处理物料遮挡时的抖动:
NETWORK 5
|---[X3]---[T0 K50]---(Y2)这个计时器T0设了50ms的延时,专门用来过滤传感器误触发。调试时拿个金属片反复划过传感器,用GX Works2的在线监测看T0的当前值变化,发现实际需要调整到80ms才能稳定。
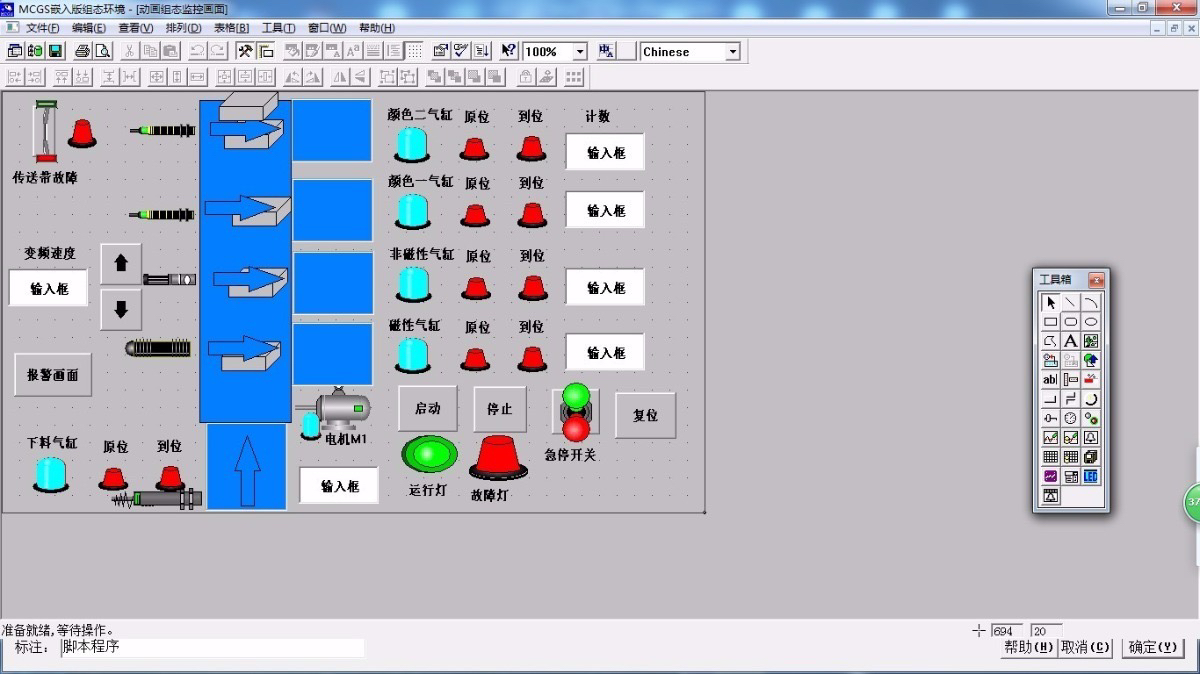
MCGS组态画面要够骚气
触摸屏上做了个动态分拣计数器,HMI脚本里写了:
If PLC.Y2 = 1 Then
MetalCount = MetalCount + 1
SetShapeColor("推杆", RGB(255,0,0))
End If物料统计数字用了个会跳动的LED字体,运行时的传送带动画其实是把静态图片做成逐帧切换的,看起来就像真在转一样。记得在设备窗口里把PLC通讯参数设对,特别是那个0x01的站号要和PLC本体一致。
调试时发现个邪门问题:电磁推杆动作时触摸屏会闪屏。最后在PLC输出端并了个RC吸收回路解决,可见硬件滤波和软件防抖缺一不可。现在的系统能稳定分拣每分钟60个物料,设备间偶尔闹点小脾气,但总体还算听话。

腾讯云面向开发者汇聚海量精品云计算使用和开发经验,营造开放的云计算技术生态圈。
更多推荐
 0
0 0
0- 0



 已为社区贡献49条内容
已为社区贡献49条内容

所有评论(0)