FANUC全套PMC设计:刀库至报警程序详解及图示
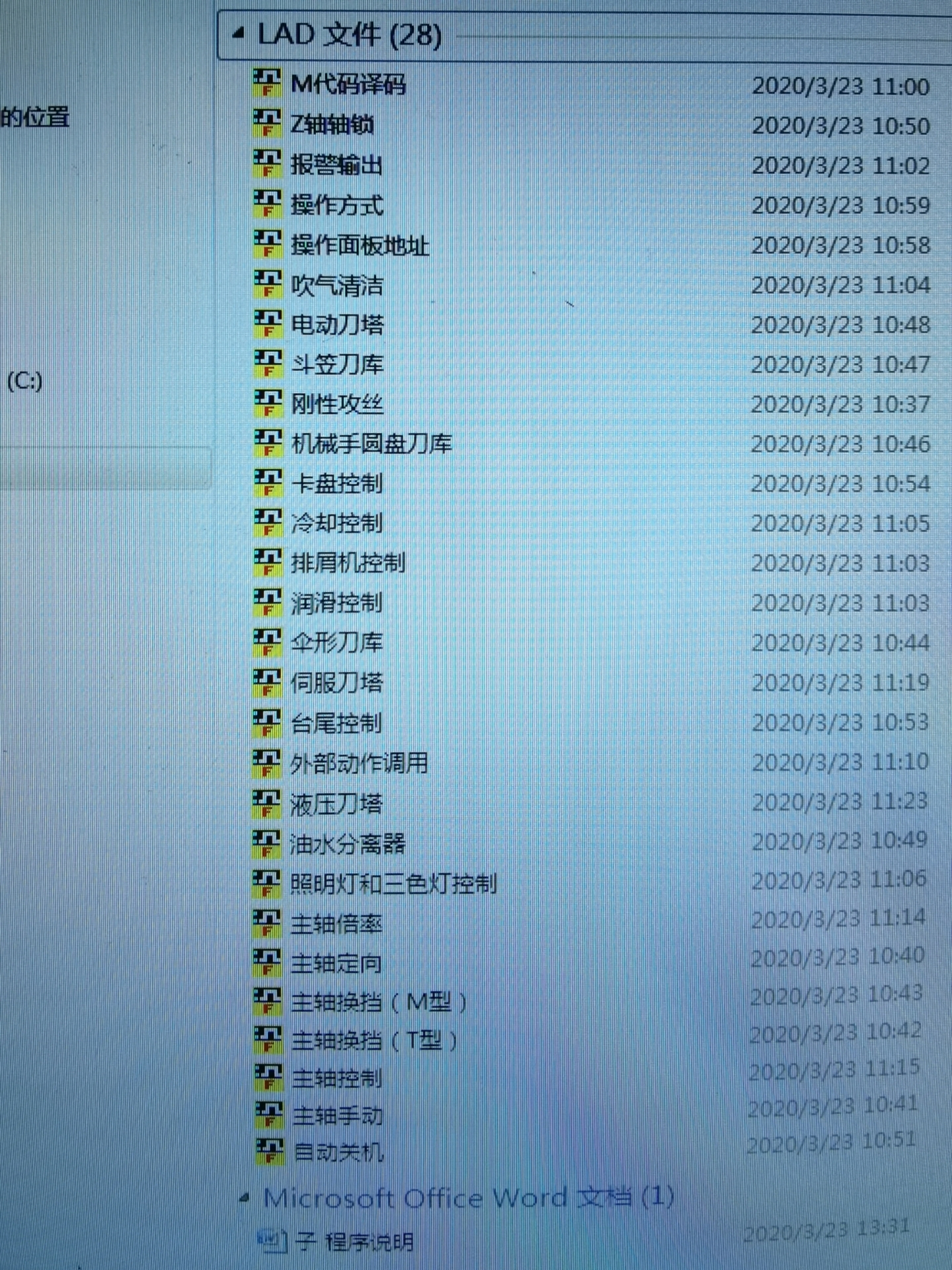
发那科系统整套PMC梯形图设计调试维修 FANUC全套PMC设计 发那科标准PLC 详情从图2开始!!! 内容很全 请仔细看完: 1.刀库程序设计(斗笠 圆盘 夹臂 机械手 伞型 都包括) 2.刀架程序(电动 液压 伺服 都包括) 3.操作方式(标准板 第三方板) 4.进给轴控制(轴运动 限位 回零) 5.主轴控制(换挡 定向 攻丝) 6.外围程序设计(卡盘 台尾 冷却 润滑 排屑机 照明灯 三色灯) 7.报警程序设计 等等,不一一列举,详细目录见下图。 该资料内含中间地址表,中文注释,一目了然,可以直接使用,省事省力。 电气工程师、维修工程师的好帮手。
(维修车间里老张叼着半根红塔山,盯着发那科系统PMC梯形图直挠头)搞了二十年数控机床维修,最怕遇到PMC程序不贴标签的,好在最近搞到套带中文注释的完整程序模板,今天给兄弟们拆几个实用代码段。
▶▷ 刀库旋转控制这活儿,梯形图里最怕逻辑死循环。看这个斗笠式刀库的互锁逻辑:
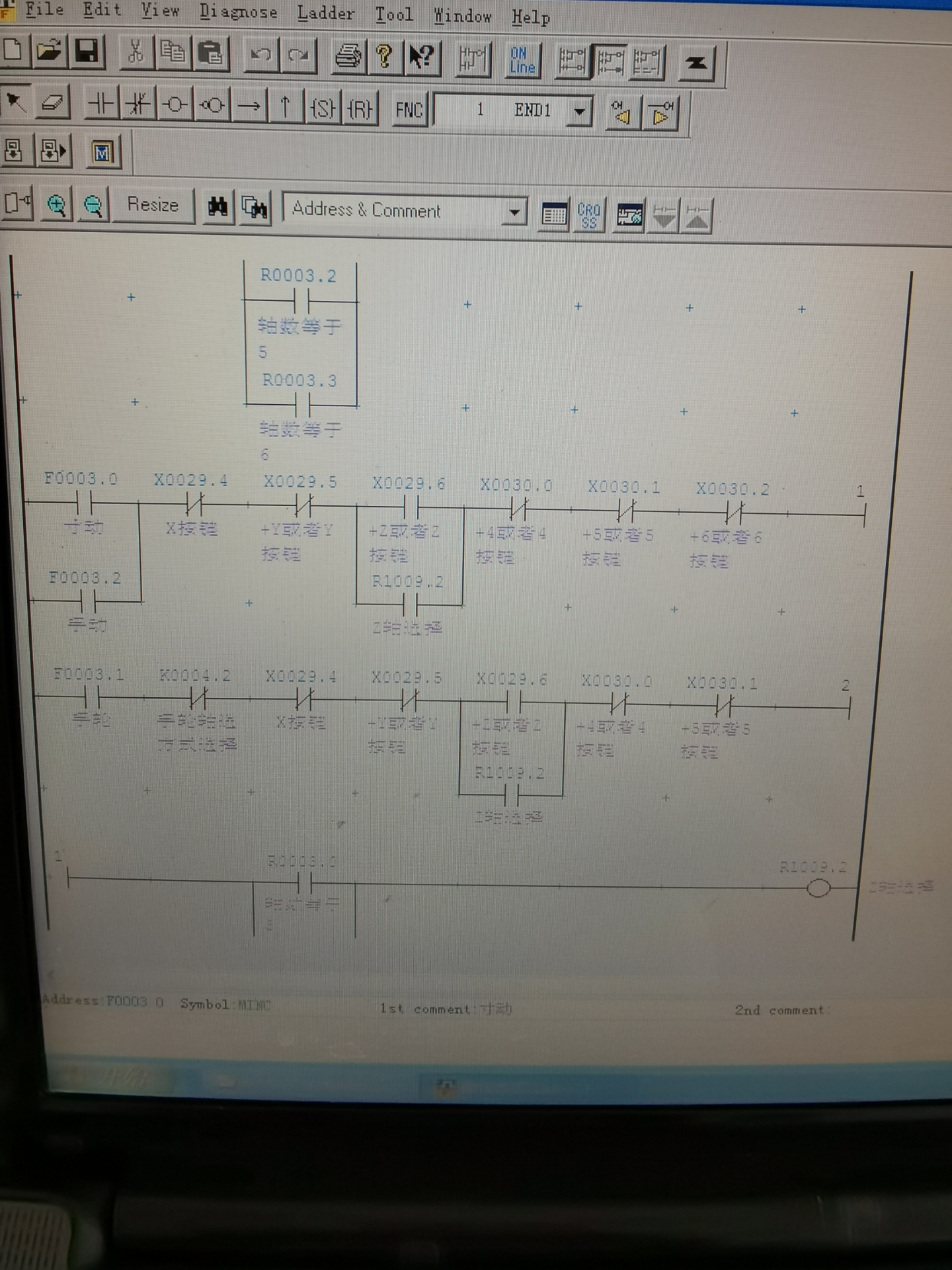
| M1024.0 X10.3 Y15.2 |
|---] [--------] [---------( )-----|
| 刀库旋转 刀位正常 刀盘正转这里M1024.0是中间地址表里标记的"刀库启动指令",X10.3对应刀盘定位完成信号。重点在信号自锁后面跟的报警计时器:
| Y15.2 T0500 R500.1 |
|---] [--------] [---------( )-----|
| 正转输出 10秒计时 旋转超时T0500是系统自带的功能指令,不用自己写计时逻辑真是省大事儿。建议调试时先把计时改到3秒测试,别真等10分钟看报警。
▶▷ 伺服刀架控制最怕液压站抽风,这个液压刀架的夹紧检测逻辑值得抄:
| X20.1 X20.2 Y25.5 |
|---]/[--------] [---------( )-----|
| 松刀到位 紧刀到位 液压阀注意X20.1用了常闭触点,这是防信号线断线导致误动作的经典操作。新手常犯的错是把两个到位信号并联,结果撞刀撞得啪啪响。
发那科系统整套PMC梯形图设计调试维修 FANUC全套PMC设计 发那科标准PLC 详情从图2开始!!! 内容很全 请仔细看完: 1.刀库程序设计(斗笠 圆盘 夹臂 机械手 伞型 都包括) 2.刀架程序(电动 液压 伺服 都包括) 3.操作方式(标准板 第三方板) 4.进给轴控制(轴运动 限位 回零) 5.主轴控制(换挡 定向 攻丝) 6.外围程序设计(卡盘 台尾 冷却 润滑 排屑机 照明灯 三色灯) 7.报警程序设计 等等,不一一列举,详细目录见下图。 该资料内含中间地址表,中文注释,一目了然,可以直接使用,省事省力。 电气工程师、维修工程师的好帮手。
▶▷ 三色灯状态显示搞点骚操作:
| R600.0 R600.1 Y30.1 Y30.2 Y30.3|
|---] [--------] [---------| 红 | 黄 | 绿 |
| 急停 报警 | 灯 | 灯 | 灯 |这里用R寄存器做状态中转比直接用X输入靠谱,特别是第三方操作面板容易有信号抖动问题。Y30.1~3对应灯控输出,记得在IO配置里把输出类型改成保持型。
(设备突然哔哔报警,老张掐灭烟头)像主轴换档卡顿这种毛病,先查PMC里档位确认延时参数:
| Y40.1 T0501 R550.0 |
|---] [--------]/[---------( )-----|
| 低速档位 0.5秒延时 档位确认T0501时间设定根据实际气缸动作调整,车间有台老机床得调到0.8秒才不报错。搞维修的手册参数只能信七成,剩下三成得靠现场微调。
这套模板最值钱的是中间地址表,比如M1900开头的地址专门给刀库用,找信号不用像以前那样翻二十页交叉引用。有次半夜抢修,直接全局搜索M1902.5就定位到机械手夹爪异常信号,省下俩小时查线时间。
(窗外天蒙蒙亮,设备终于跑起来)别迷信标准程序,上次见个厂往冷却泵控制里加了个这:
| C0001 Y45.1 |
|---] [---------( )-----|
| 加工循环 冷却泵结果每把刀都启停水泵,三个月干坏三个泵电机。后来改成主轴转速大于500转才启动,寿命直接翻倍。搞PMC的得懂点工艺,光会写逻辑顶个球用。

腾讯云面向开发者汇聚海量精品云计算使用和开发经验,营造开放的云计算技术生态圈。
更多推荐
 17
17 0
0- 0



 已为社区贡献17条内容
已为社区贡献17条内容

所有评论(0)