汇川H3U + IT7000触摸屏实现CANLINK通讯控制伺服的自动剥线浸锡机探索
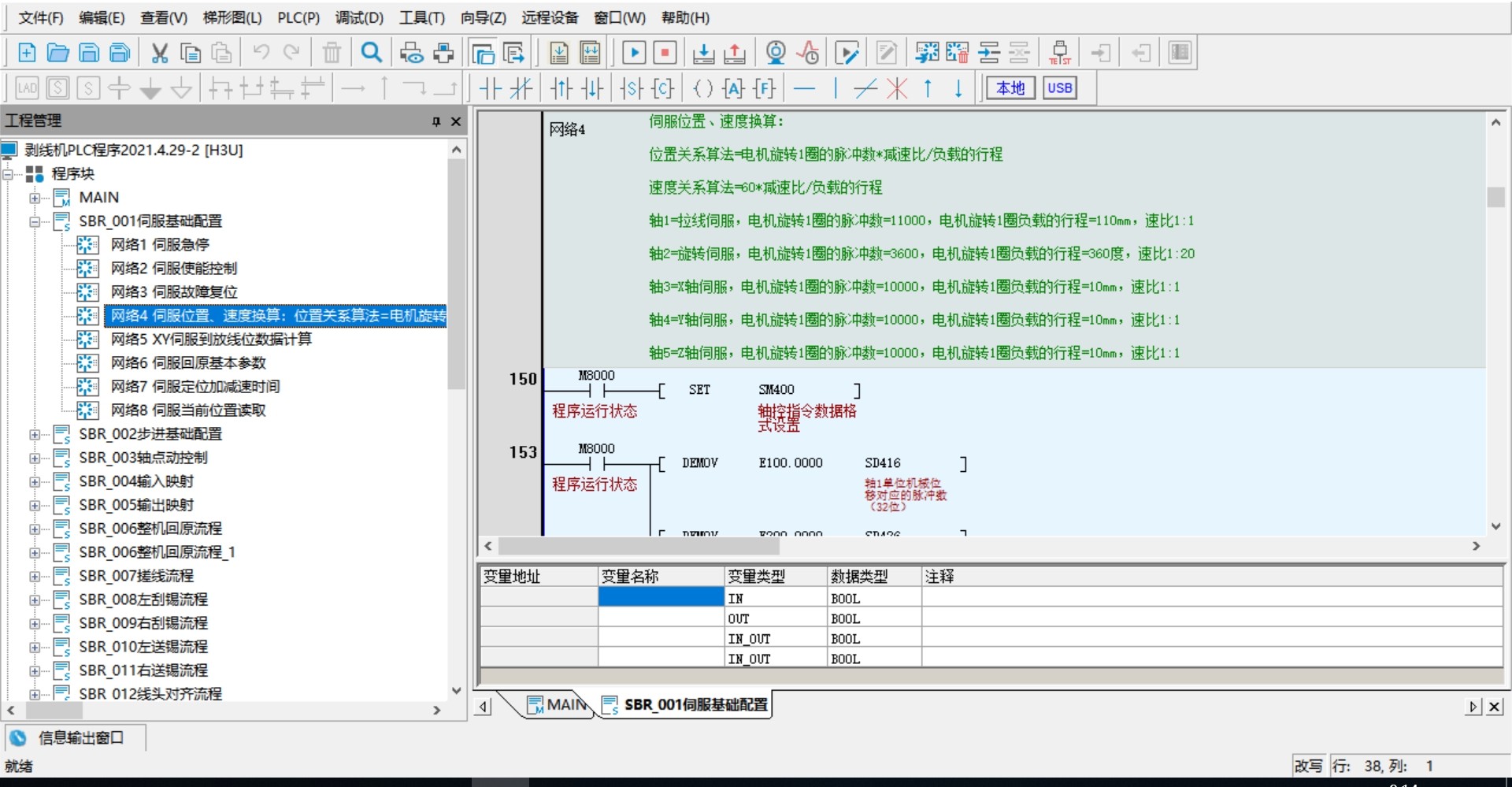
汇川H3U+IT7000触摸屏,CANLINK通讯汇川伺服 自动剥线浸锡机 伺服位置、速度换算: 位置关系算法=电机旋转1圈的脉冲数*减速比/负载的行程 速度关系算法=60*减速比/负载的行程
最近在搞一个自动剥线浸锡机的项目,用到了汇川H3U PLC、IT7000触摸屏以及通过CANLINK通讯连接的汇川伺服,这里面有些挺有意思的技术点,和大家分享分享。
伺服位置、速度换算那些事儿
在这个项目里,理解伺服的位置和速度换算至关重要。先看看位置关系算法:
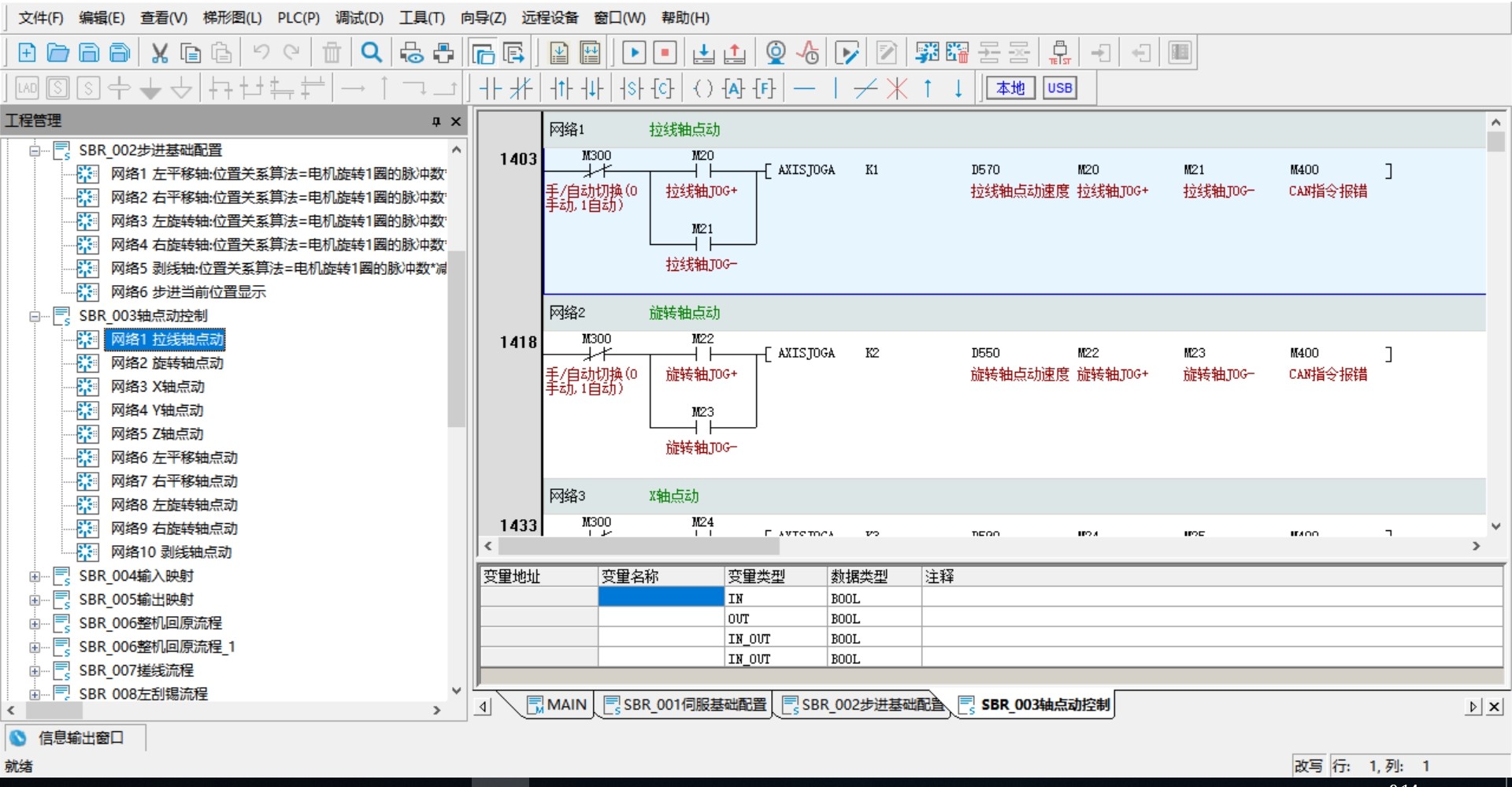
位置关系算法 = 电机旋转1圈的脉冲数 * 减速比 / 负载的行程假设电机旋转1圈需要2000个脉冲(不同电机这个值会不同哈),减速比是10,负载的行程是100mm。那么根据这个公式,每移动1mm负载,需要的脉冲数就是:2000 * 10 / 100 = 200个脉冲。这意味着我们在PLC编程中,要精确控制负载位置,就需要按照这个脉冲数来给伺服发送指令。
再瞧瞧速度关系算法:
速度关系算法 = 60 * 减速比 / 负载的行程还是上面的例子,代入数值可得速度关系为:60 * 10 / 100 = 6 。这个数值代表什么呢?它其实是一种换算系数,在我们设定伺服速度的时候,结合这个系数以及电机的额定转速等信息,就能准确地让负载按照我们期望的速度运行。
PLC编程实现CANLINK通讯控制伺服
以汇川H3U PLC为例,要实现CANLINK通讯控制伺服,首先得对CANLINK通讯模块进行初始化设置。在H3U的编程软件中,我们可以通过如下代码片段来完成初始化(以下代码仅为示例,实际需根据具体硬件和需求调整):
// 定义CANLINK通讯相关变量
VAR
CAN_Init_Data : CAN_INIT_TYPE;
END_VAR
// 初始化CANLINK通讯模块
CAN_Init_Data.BaudRate := 500K; // 设置波特率为500Kbps
CAN_Init_Data.FilterMode := 0; // 设置滤波模式
CAN_Init(CAN_Init_Data); // 调用初始化函数上面这段代码,先定义了一个CANLINK初始化数据类型的变量 CANInitData,然后设置了通讯的波特率和滤波模式,最后调用 CAN_Init 函数完成初始化。波特率的设置很关键,如果和伺服端设置不一致,通讯肯定出问题。滤波模式决定了接收哪些CAN数据帧,0 这里可能代表一种基本的接收模式,具体得看手册说明。
汇川H3U+IT7000触摸屏,CANLINK通讯汇川伺服 自动剥线浸锡机 伺服位置、速度换算: 位置关系算法=电机旋转1圈的脉冲数*减速比/负载的行程 速度关系算法=60*减速比/负载的行程
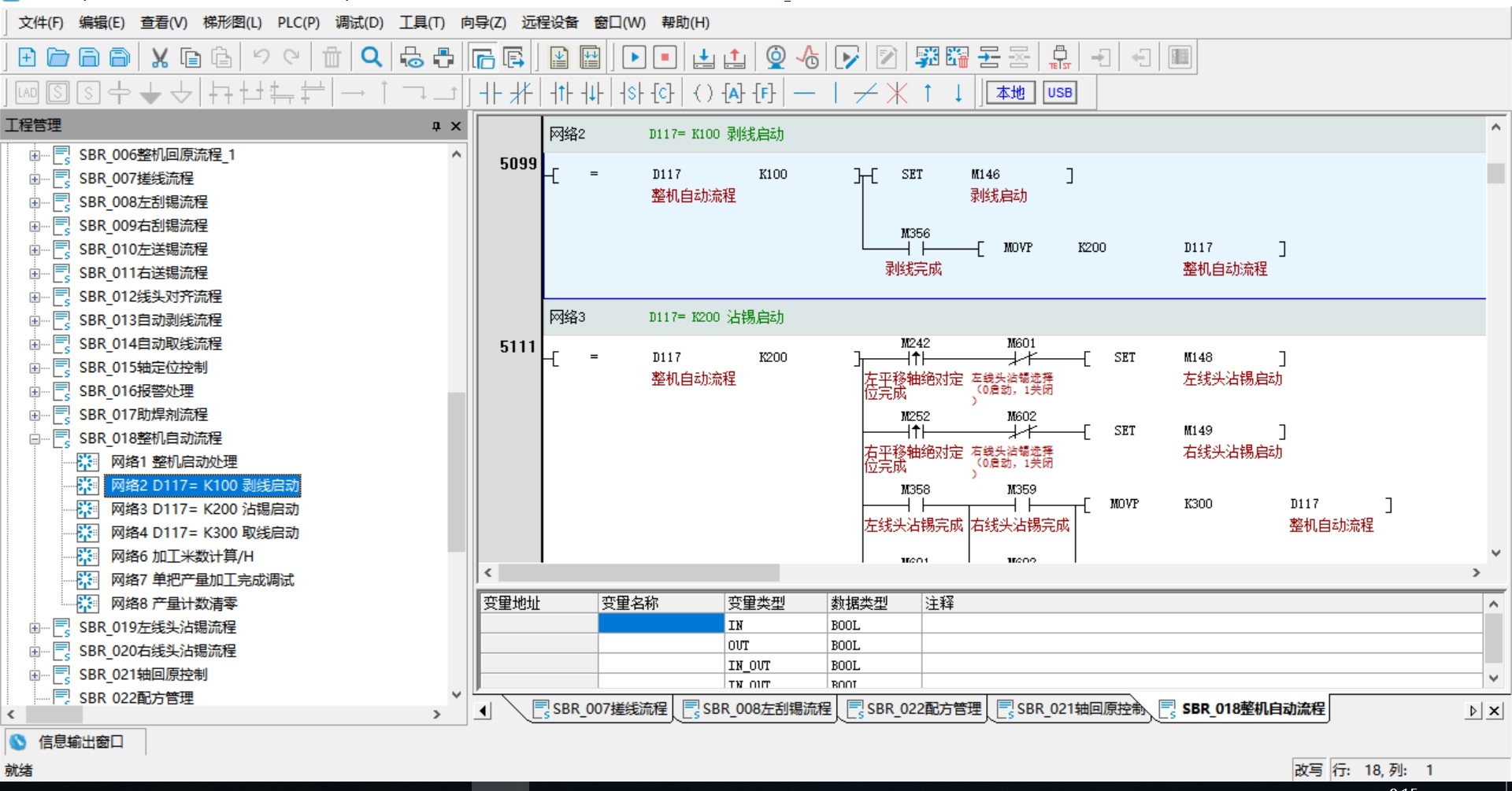
当初始化完成后,就可以通过CANLINK发送指令控制伺服的位置和速度啦。比如要控制伺服移动到指定位置:
// 定义控制伺服位置相关变量
VAR
Servo_Pos : DINT;
Servo_Command : SERVO_CTRL_TYPE;
END_VAR
// 计算目标位置脉冲数
Servo_Pos := 20000; // 假设目标位置脉冲数为20000,实际根据位置换算得出
Servo_Command.Command := 0x01; // 0x01代表位置控制命令
Servo_Command.Position := Servo_Pos;
CAN_Send(Servo_Command); // 通过CANLINK发送控制命令这里先定义了目标位置变量 ServoPos 和一个伺服控制类型变量 ServoCommand。给 ServoPos 赋值目标位置脉冲数,然后设置 ServoCommand 的控制命令为位置控制,把目标位置赋值进去,最后通过 CAN_Send 函数把这个控制命令通过CANLINK发送给伺服。
IT7000触摸屏与H3U PLC的交互
IT7000触摸屏在这个项目里充当了一个友好的人机交互界面。我们可以在触摸屏上设置各种参数,比如目标位置、运行速度等,然后这些参数通过通讯传递给H3U PLC。在触摸屏的开发软件里,创建几个输入框用于输入位置和速度参数,再创建一个发送按钮。当点击发送按钮时,触发如下动作(以下为类似伪代码,非实际触摸屏编程语言):
// 获取输入框中的位置和速度参数
var pos = getInputValue("PositionInput");
var speed = getInputValue("SpeedInput");
// 通过通讯协议将参数发送给H3U PLC
sendDataToPLC(pos, speed); 这里 getInputValue 函数用于获取输入框的值,sendDataToPLC 函数通过特定通讯协议(比如MODBUS等,具体看触摸屏和PLC的通讯设置)将参数发送给H3U PLC。PLC接收到参数后,再根据之前的位置和速度换算关系,调整对伺服的控制指令。
自动剥线浸锡机这个项目结合汇川的这一套设备,通过合理的位置速度换算以及CANLINK通讯等技术,能实现精确高效的自动化控制,希望这些分享对大家在类似项目中有帮助呀。

腾讯云面向开发者汇聚海量精品云计算使用和开发经验,营造开放的云计算技术生态圈。
更多推荐
 2
2 0
0- 0



 已为社区贡献5条内容
已为社区贡献5条内容

所有评论(0)